
Fターム[4F212VL23]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 修正、シェーピング (35)
Fターム[4F212VL23]に分類される特許
1 - 20 / 35
タイヤの外観修正方法及び外観修正装置
【課題】タイヤのサイドウォール部に生じた外観不良の修正を自動化し、確実かつ安定して修正することのできるタイヤの外観修正方法及び外観修正装置を提供する。
【解決手段】タイヤtのサイドウォール部を撮影手段13により撮影する。得られたタイヤtのサイドウォール部の画像データを画像処理手段14により基準データと比較してサイドウォール部の表面に生じている外観不良箇所を検出する。検出されたサイドウォール部の外観不良箇所に、造形手段20によりゴムを供給する。
(もっと読む)
クロスプライタイヤの製造方法

【課題】成形不良の発生、及びカーカスコードの配列乱れを抑制する。
【解決手段】円筒状の成形ドラム上で、タイヤ構成部材を重ね合わせて積層することにより円筒状の生タイヤを形成する円筒状生タイヤ形成工程と、前記成形ドラムから取り外された円筒状の生タイヤを、ブラダーを有するプリシェーピング手段の前記ブラダーの膨張によりトロイド状の生タイヤにプリシェーピングするプリシェーピング工程と、このプリシェーピングされたトロイド状の生タイヤを、加硫金型に投入して加硫成形する加硫成形工程とを含む。
(もっと読む)
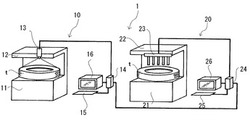
タイヤ製造装置及びタイヤ製造方法
【課題】被成形体に巻き付けたタイヤ構成部材の先端と後端を高い精度で接合して、タイヤ製造の生産性を向上させる。
【解決手段】タイヤ製造装置1は、タイヤ構成部材70の先端71と後端72の形状を矯正手段20により矯正し、先端保持貼付手段40と後端保持貼付手段50により、先端71と後端72を矯正した形状で保持する。保持した先端71を被成形体Hに貼り付け、被成形体Hを回転させて、タイヤ構成部材70を被成形体Hに一周巻き付ける。タイヤ構成部材70の巻き付けに合わせて、保持した後端72を被成形体Hまで移動させて被成形体Hに貼り付け、タイヤ構成部材70の先端71と後端72を接合して未加硫タイヤを成形する。
(もっと読む)
GC内圧供給システム、GC内圧供給装置及び受信装置
【課題】グリーンケース(GC)内の実圧を測定してGC内の圧力を制御するGC内圧供給システム、GC内圧供給装置及び受信装置を提供する。
【解決手段】本発明のGC内圧供給システムは、GC内の実圧を所定間隔で測定するセンサ11、該センサ11で測定したGC内の実圧データを所定の通信エリア内の受信装置50に無線送信する送信機12、及び該受信装置50からのエアー供給制御信号に応じてGC内のエアー供給を制御するGC内圧供給機13を備えるGC内圧供給装置10と、受信装置50とを備える。受信装置50は、送信機12から、センサ11によって測定した実圧データを無線通信で受信する受信機51と、実圧データと予め定めた設定圧力とを比較し、GC内実圧が設定圧力となるようにエアー供給制御信号をGC内圧供給装置10に送出して、GC内の圧力を制御する監視制御ユニット52と、を備える。
(もっと読む)
ブラダ又はブラダ成形物の外径制御装置、及びブラダ成形物の製造方法
【課題】複雑な制御によらずに、膨張したブラダにより成形されたブラダ成形物の外径を精度よく制御する。
【解決手段】外径制御装置50の圧力制御手段52により、ガス供給手段30から供給するガスの供給圧力を制御して、ブラダ20内に所定の封入圧力でガスを封入する。ブラダ20内に封入したガスの封入量を測定して、封入量の測定値と目標値とを比較し、封入量の比較結果に基づき、圧力制御手段52によるブラダ20内のガスの封入圧力を変更させる。封入圧力によりブラダ20内のガスの封入量を目標値に調整して、ガスの封入量により、膨張したブラダ20により成形されたブラダ成形物であるゴム成形物Gの外径を制御する。
(もっと読む)
タイヤの製造方法およびそれに用いられるタイヤ成型機
【課題】グリーンケースとBTバンドとを組み立てる直前の位置関係が、タイヤの重量に応じて変化してタイヤユニフォーミティが悪化するのを防止することのできるタイヤの製造方法、および、それに用いられるタイヤ成型機を提供する。
【解決手段】グリーンケース1をBTバンド2の内周面に当接させるに先だって、このグリーンケース1のサイズもしくは重量に応じた撓み量だけ垂下するシェーピングドラム11に対して、所定の軸方向位置における半径方向中心が相互に合致するようOリング2の高さを調整する。
(もっと読む)
タイヤシェーピング装置及びタイヤシェーピング方法
【課題】シェーピングユニットを用いてグリーンタイヤをシェーピングさせるに際し、タイヤ円筒部材を均等に膨張させることができるタイヤシェーピング技術を提供する。
【解決手段】左右のクランプホーマ5,6に設けたビードロック装置52,62によりグリーンタイヤ円筒部材93のビード部材95,95をロックさせる。次に第二ガス流路54からブラダー4とグリーンタイヤ円筒部材93との間に加圧流体を供給させてグリーンタイヤ円筒部材93を予め膨張させる。次に、第一ガス流路53を介してガスポート42からブラダー4の内部にシェーピングガスを供給させてブラダー4を膨張させると共に、第二ガス流路54から加圧流体を排出させてブラダー4をグリーンタイヤ円筒部材93の内面に密着させる。
(もっと読む)
タイヤ修正装置及びタイヤ製造方法
【課題】加硫後のタイヤのブロックを押圧する押圧部材を交換せずに、トレッド部を傷つけることなく、複数種類のタイヤのブロックの倒れを修正する。
【解決手段】タイヤ修正装置1の支持装置2でタイヤTを支持し、トレッド部90のタイヤ幅方向中央側のブロック96に中央側押圧部材21を、タイヤ幅方向両外側のブロック96にタイヤ幅方向に離間した一対の外側押圧部材31を、それぞれ押付手段25、35により押し付ける。外側押圧部材31は、押し付けられるタイヤ外面の傾斜に合わせて押付角度を変化させ、対向するタイヤ外面に沿わせてブロック96に押し付ける。タイヤTを回転させて、押圧した状態のブロック96を押圧部材21、31に対して変位させて変位の逆側に変形させ、倒れが生じたブロック96を倒れの逆側に変形させて倒れを修正する。
(もっと読む)
更生タイヤ及びその製造方法
【課題】台タイヤのトレッド貼り付け面のラジアスが異なる場合であっても、トレッドラジアスを常に適正なラジアスにすることのできる更生タイヤ及びその製造方法を提供する。
【解決手段】台タイヤ10のトレッド貼り付け面のラジアスR1 が小さい場合には、タイヤ幅方向中央側からタイヤ幅方向両端側に向かって厚さが徐々に大きくなるように形成されたクッションゴム30を用いることにより、トレッド20を貼り付けた後のトレッドラジアスR2 を常に適正なラジアスにすることができ、ショルダー部13の偏摩耗や発熱を効果的に抑制することができる。
(もっと読む)
ゴム−コード複合体の製造方法
【課題】波形の補強コードを持つゴム−コード複合体を容易に製造可能とする。
【解決手段】複数本の補強コード2を平行に引き揃え未加硫ゴムを被覆してなる帯状体1を、支持体10上に、該支持体の走行速度よりも速い速度で送り出し、支持体10に設けた係合部材12によって、帯状体1を長手方向Lに間隔をおいて支持体10上に接地させることで、該帯状体1を側面視で波形に形成する。この側面視波形の帯状体1を、圧延板20を用いて、その幅方向における一方側Wに複数本の補強コード2を倒すように押さえることで平面状に形成する。これにより、複数本の補強コード2が帯状体1の平面視で波形に配設されたゴム−コード複合体が得られる。
(もっと読む)
ビードコアのロック方法およびロック機構
【課題】ビードコア44の蛇行を矯正しながらロックすることで、タイヤ性能を向上させる。
【解決手段】各ビードロックセグメント28にロック溝31から一部が突出したフリー回転可能なローラ49、56を設けたので、ビードコア44をロックするとき、該ローラ49、56がカーカスプライ42を介してビードコア44に接触する。ここで、ビードコア44は周方向に蛇行していることが多いが、このようなビードコア44ではその一部が所定の軸方向位置Pに位置するものの、他の部位は前記位置Pから軸方向にずれる。しかしながら、該ずれている部位のビードコア44は、接触したローラ49、56の回転により前記位置Pまで軸方向に変位され、ビードコア44全体の周方向蛇行が矯正される。
(もっと読む)
カーカスプライの癖付け方法及び癖付け装置
【課題】ビードコアの周りに巻き付けられるカーカスプライの側端部を癖付けする際に、カーカスプライに位置ずれが生じるのを防止して正確に癖付けを施す。
【解決手段】支持台10上にカーカスプライ50をセットし、その癖付け部51を形成する部分を挟んだ内側に、固定部材30を押し付けてカーカスプライ50を固定する。癖付けロール20を、カーカスプライ50の長手方向の一端側に配置して押し付け、その部分のカーカスプライ50を押圧して支持台10の凹溝11内に押し込む。その状態で、癖付けロール20を凹溝11に沿って移動させ、その移動に合わせて、押付ローラ40を、カーカスプライ50の縁部側を押さえて固定させながら移動させる。このように両側を固定した状態で、カーカスプライ50を押圧して癖付け部51を形成し、その側端部に癖付けを施す。
(もっと読む)
タイヤ構成部材供給装置
【課題】タイヤ構成部材をタイヤ成型ドラムに貼り付ける速度を速くすることができ、作業員の技能習熟が不要となり、ドラム周上でのタイヤ構成部材の厚さのバラツキを低減できるタイヤ構成部材供給装置を提供する。
【解決手段】タイヤ成形ドラム上にタイヤ構成部材を搬送する部材供給コンベア12の上方位置に設置された変位センサと、部材供給コンベア12を自動制御で横行移動させる移動機構部とを備え、変位センサによりタイヤ構成部材の断面形状を捉えて、基準となるタイヤ構成部材の形状と比較し、タイヤ構成部材のズレに応じて部材供給コンベア12の横方向位置を調整する。
(もっと読む)
更生中におけるクラウン層ばらつきの修正
バフ磨き済みタイヤ(30)のカーカスのクラウン層(31)のばらつきを修正する方法、装置及びコンピュータプログラムが、タイヤカーカス周りの複数の場所でバフ磨き済みクラウン層を貫通する距離(42)を測定するステップと、タイヤカーカス周りの複数の場所で求めた距離から最大距離場所を突き止めるステップと、最大距離場所が270°の極座標角度位置に差し向けられた状態でタイヤカーカスをインフレートさせるステップと、タイヤカーカスをバフ磨きするステップとを有する。  (もっと読む)
(もっと読む)
物体をタイヤ壁に取り付けるための装備付きのタイヤ及びそのためのファスナ
本発明のタイヤは、使用圧力までインフレートされるようになっていて、2部分構成型ファスナ(10)、特に自己連結型ファスナを用いて機能物体(27)、例えば電子回路を受け入れるよう設けられたエンベロープを有し、2部分構成型ファスナは、エンベロープの壁(22)に連結された第1の部分及びタイヤを用いているときに機能物体をエンベロープに取り付けて維持するために第1の部分に接触させると第1の部分と結合できる第2の部分を有する。ファスナ(10)の第1の部分は、エンベロープ(20)の壁(22)に連結された薄手の支持体(12)を有し、この支持体は、これが連結されている壁の構造的延伸能力に少なくとも等しい構造的延伸能力を有し、この支持体の存在によっては、タイヤの使用中又はオプションとしてタイヤの製造中に加わる応力の影響を受けてエンベロープの壁のその寸法方向における延伸が実質的に妨げられないようになっている。第1の部分と第2の部分との結合部材(13,18)が、或る特定の相互離脱能力をこれら部分に与え、その結果、ファスナの第2の部分によって保持された機能物体(27)が作動中においてタイヤの壁に生じる応力のうちの何割か又は全てを受けないようになっている。  (もっと読む)
(もっと読む)
加硫タイヤのバリ除去方法
【課題】モールドに高い精度を要求されず、タイヤの溝内に形成されるバリも除去することができる加硫タイヤのバリ除去方法を供する。
【解決手段】加硫タイヤTに突出形成されたバリbの根元近傍に向け側方から流体を噴射して流体圧によりバリbを破断して除去する加硫タイヤのバリ除去方法。
(もっと読む)
プライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤ
【課題】本発明の目的は、ビードコアとの間の係止力を向上することのできるプライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法と、その製造方法により製造されるビード部の耐久性に優れる空気入りタイヤを提供することにある。
【解決手段】空気入りタイヤのカーカスプライに供するプライコードの加工方法であって、コードをゴムで被覆する工程と、該ゴム被覆コードを所定の長さに切断する工程と、該切断したゴム被覆コードの両端部をそれぞれ巻いてコイル状に変形させる工程と、該コイル状に変形させた両端部の形状を保持しつつ、ゴム被覆コードを加硫する工程と、を含むことを特徴とするプライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤを提供する。
(もっと読む)
空気入りタイヤの製造方法
【課題】ビードコアに巻き付けるカーカスプライ両端部の癖付け状態のばらつきを抑えた空気入りタイヤの製造方法を提供することを課題とする。
【解決手段】本発明に係る空気入りタイヤの製造方法では、一対のビードコアに巻き付ける成型前カーカスプライ13の一端部23A及び他端部23Bの巻き付け内面側を、回転押込刃で溝内へ押し込みつつ回転押込刃を端部長手方向に沿って移動させることにより、一端部23A及び他端部23Bに折れ曲がりの癖を付ける。その際、一端部23Aでの回転押込刃の移動方向Jと、他端部23Bでの回転押込刃の移動方向Kとを互いに逆向きにする。この結果、一端部23A及び他端部23Bにおける回転押込刃の移動方向を成型前カーカスプライ13に配列されたコードCに対するコード撚り方向とすることができる。
(もっと読む)
タイヤ用ビードコアの成形装置
【課題】ビードワイヤに常に均一な癖付けを行うことのできるタイヤ用ビードコアの成形装置を提供する。
【解決手段】成形ドラム10側に送られるビードワイヤ1を癖付けローラ12によって成形ドラム10の径方向内側に曲がるように癖付けをするようにしたので、成形されたビードコア2にビードワイヤ1が直線状に戻ろうとする力が残ることがなく、タイヤ径方向内側への締付力を低下させることのないビードコア2を製造することができる。この場合、癖付けローラ12のローラ部12aに巻き掛けられたビードワイヤ1に一対の補助ローラ13を圧接させるようにしたので、ビードワイヤ1の張力や送り速度が変動しても、各補助ローラ13の圧接によりビードワイヤ1を一定の力で癖付けローラ12に押し付けることができ、ビードワイヤ1に常に均一な癖付けを行うことができる。
(もっと読む)
生タイヤの製造方法およびその製造に用いるカーカスプライ素材の折曲げ装置
【課題】カーカスプライ素材の、ビードリングの周りへの巻き回し端部分を、別添拘束部材等によってビードリングに拘束する必要なしに、ビードリングの周りに、所期した通りに確実に巻付け、そして保持することを可能とした生タイヤの製造方法に用いる、カーカスプライ素材の折曲げ装置を提供する。
【解決手段】製品タイヤの内面形状と対応する外面形状を有する剛性コア1のそれぞれの側部に隣接させて配置され、その剛性コア1の回転駆動軸2上に固定された、剛性コア1より小径のアンビルロール3の周面上に二条の環状溝4を設けるとともに、カーカスプライ素材5を、アンビルロール3の環状溝4内へ局部的に押込む回転円板7を、アンビルロール3に近接および離反変位可能に設けてなる。
(もっと読む)
1 - 20 / 35
[ Back to top ]