
Fターム[4F212VL25]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 選別、判定、検査 (41)
Fターム[4F212VL25]に分類される特許
1 - 20 / 41
タイヤ用トレッドの断面形状検定方法
【課題】本発明は、精度良く行なうことが可能なトレッド厚みの検定方法を提供する。
【解決手段】本発明は、タイヤトレッドの幅および厚みの測定結果から、トレッド厚みをトレッド幅を変数とする関数で表し、この関数の二次導関数の極小値を与える実トレッド幅方向位置をトレッドの両サイドの2箇所で求め、この2箇所の間隔を実クラウン幅とした後、仕様クラウン幅および実クラウン幅からクラウン幅変化率を<実クラウン幅/仕様クラウン幅>として求め、このクラウン幅変化率を用いて仕様上のトレッド検定箇所に対応する実トレッド幅方向の検定位置を求め、トレッド検定箇所を補正し、さらに仕様上の検定箇所に対応する補正された実トレッド幅方向検定位置におけるトレッド厚みと仕様上の検定箇所における仕様上のトレッド厚みとを比較して検定することを特徴とするタイヤトレッド厚み検定方法である。
(もっと読む)
タイヤの処理方法及びタイヤ処理装置

【課題】熱可塑性材料と金属材料を含んで構成されたタイヤを、熱可塑性材料と金属材料とに簡単に分別可能とするタイヤの処理方法を提供すること。
【解決手段】熱可塑性材料と金属材料とを含んで構成されるタイヤ10の、金属材料を昇温させて該金属材料周辺の熱可塑性材料を溶融または軟化させる第1の工程と、第1の工程により溶融または軟化した熱可塑性材料と金属材料とを分別する第2の工程と、をタイヤの処理方法が有すること。
(もっと読む)
カーカスプライのビードコア間のコードパスのバラツキ判定方法
【課題】 生タイヤ1本毎に、カーカスプライのビードコア間のコードパスのバラツキを容易にかつ精度良く判定する。
【解決手段】 生タイヤ形成工程において、カーカスプライのビードコア間のコードパスのバラツキを判定する。軸心方向一方側、他方側のプッシャ筒に、それぞれn個のレーザ距離センサを周方向に等間隔かつ対向する位置に取り付ける。各レーザ距離センサからビードコア保持リングに装着した測定基準リングまでの半径方向距離を測定したデータを基準値として、各レーザ距離センサから中央ドラム上のカーカスプライまでの半径方向距離を測定したデータを補正する、前記補正値のうちで、それぞれ対向する位置で得られた補正値同士の和のバラツキに基づき、コードパスのバラツキを判定する。
(もっと読む)
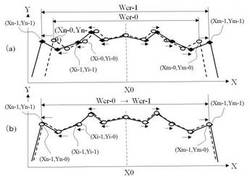
グリーンタイヤのキャップトレッドのオフセットを測定する測定方法、測定装置及び測定プログラム
【課題】グリーンタイヤのキャップトレッドのセンターオフセット位置を自動で検出する。
【解決手段】グリーンタイヤのキャップトレッドのオフセット測定方法であって、回転自在なドラム上に載置されたグリーンタイヤの形状を計測する工程と、計測結果に基づきグリーンタイヤの基準高さhを算出する工程と、基準高さhにおけるキャップトレッドの幅をセリアル側及び反セリアル側で算出する工程と、算出したキャップトレッドの幅に基づきキャップトレッドのセンターオフセットの異常を判断する工程と、を有する。
(もっと読む)
タイヤ成形機の精度測定方法
【課題】成形オペレーターによる測定作業が可能になるタイヤ成形機の精度測定方法を提供する。
【解決手段】1st成形部では、ドラム本体11A、21Aとリング12A、22Aとの隙間を、ドラム周方向に等間隔で3個所以上、湾曲し、かつ階段状の隙間挿入部21bを備えた隙間ゲージ21を用いて測定し、左右一対のリング12A、22Aの間隔を、ドラム周方向に等間隔で3個所以上、インサイドゲージで測定し、2nd成形部では、インサイドゲージを2nd成形用ドラムのドラム軸に対して垂直に固定し、かつ、測定子をトランスファーの内周面に接触させた状態で、2nd成形用ドラムを回転させることにより、2nd成形用ドラムの外周面とトランスファーの内周面との間隔を、ドラム周方向に等間隔で3個所以上、測定し、レーザーセンサーにより2nd成形部のトランスファーの傾きを測定することを特徴とするタイヤ成形機の精度測定方法である。
(もっと読む)
タイヤ劣化判定システムおよび更生タイヤの製造方法
【課題】従来のタイヤ劣化判定具とは異なる方式で、タイヤの耐久性の劣化の程度を判定するタイヤ劣化判定システムおよび更生タイヤの製造方法を提供する。
【解決手段】タイヤ劣化判定システムは判定装置を有する。判定装置は、第1結果または第2結果に基づいてタイヤの耐久性の劣化の程度を判定する。第1結果は、試料とする前記空気入りタイヤのトレッド部のゴム部材の、比重、ゴム物性、および酸素元素量の少なくとも一つを評価指標として測定した結果である。第2結果は、空気入りタイヤのビード部のゴム部材のゴム硬度を評価指標として測定した結果である。
(もっと読む)
タイヤベンティング装置
【課題】高い生産性で空気入りタイヤの側面に穿孔できるタイヤベンティング装置を得る。
【解決手段】複数のベンティング針26が保持環部材22に保持されている。台板14上でスライドボックス18をスライドさせることで、複数のベンティング針26を一体的に移動させて空気入りタイヤ60の側面60Sに穿孔できる。
(もっと読む)
スティフナー付きビードの良否判定方法および装置
【課題】構成が簡単で小型でありながらスティフナー15付きビード11の良否を高精度で判定する。
【解決手段】スティフナー15付きビード11の外表面形状を二次元レーザー変位センサ26により直線に沿って測定することで得た線状プロファイル上の2点間距離、ここではビード11の頂点11aとスティフナー15の半径方向内端20aとの間の距離を演算手段29によって求め、この2点間距離が許容範囲内にあるか否かを判定手段31により判断することで、良否を判定するようにしたので、測定誤差の発生が低減され、高精度で良否の判定を行うことができる。
(もっと読む)
タイヤトレッドの識別線検査方法及びその検査装置
【課題】識別線の検査に関する精度及び効率に優れる検査方法と、検査装置との提供。
【解決手段】このタイヤ用トレッド識別線28の検査方法は、カメラ20から得られた画像データから、ゴムシート16の左右端位置を検出する。この左右端位置からゴムシート16のセンター位置を算出する。このセンター位置を基準にして識別線の位置を検出する画像データの検出領域が設定される。この検出領域で識別線の位置を検出する。この検出された識別線の位置に基づき画像データの検査領域が設定される。この検査領域で識別線の検査をする。この検査装置12は、この検査方法を実行するための、搬送部18と、カメラ20と、画像処理部22と、記録部24と、演算部26とを含む。この演算部26は、前述の検査方法により、画像データの識別線を検査する。
(もっと読む)
タイヤコードのエンズ測定装置及びこれを用いたエンズ測定方法
【課題】タイヤコードのエンズを容易に測定しうる測定装置32の提供。
【解決手段】このエンズ測定装置32は、多数の、有機繊維からなるコードを含む構成部材を備えるタイヤにおいて、この構成部材の単位幅あたりに含まれるコードの本数を測定しうる。この測定装置32は、照明92と、カメラ94と、コントローラー104とを備えている。この照明92は、半球状の反射面と、この反射面に向かって光を照射しうる光源とを備えている。このカメラ94は、この反射面の中心に位置している。このタイヤを切断して形成されたサンプル122の、上記構成部材を含む切断面Sは、この反射面で反射した光で照らされる。このカメラ94は、この切断面Sの白黒の画像を撮影する。このコントローラー104は、この画像を2値化し、この画像に含まれるコードの本数を測定しうる。
(もっと読む)
タイヤ搬送状況判定方法、タイヤ搬送状況判定装置及びタイヤ外観検査システム。
【課題】第2の位置の所定位置にタイヤが正確に設置されないタイヤ搬送状況を正確に把握することができ、タイヤの検査精度や測定精度が下がることや検査カメラの損傷を防止できるようにする。
【解決手段】第1の位置21に置かれたタイヤ40を第2の位置22の上まで搬送して第2の位置22に設置するタイヤ搬送状況の監視において、つかみ装置10でつかまれる前に赤道面41が水平面となる状態に置かれたタイヤ40を撮影した基準画像と1種類以上の比較対象画像とを比較してタイヤ搬送状況の異常を判定するタイヤ搬送状況判定方法であって、比較対象画像は、つかみ装置10でつかまれて搬送される直前のタイヤ40を撮影した比較対象画像、つかみ装置10でつかまれて第2の位置22に向けて搬送されている状態におけるタイヤ40を撮影した比較対象画像、第2の位置22に設置されたタイヤ40を撮影した比較対象画像のうちの、1種類以上である。
(もっと読む)
ジョイント検査装置
【課題】タイヤ用プライ等の連続シートの幅方向においてジョイントの連続的な検査が可能であり、信頼性が高い検査を行うことができ、さらに大きなスペースを必要としないジョイント検査装置を提供する。
【解決手段】トップ反材料の端部同士が重ね合わされて接続されることによりジョイントが形成された前記トップ反材料の連続シートの搬送途中において前記ジョイントを検査するジョイント検査装置であって、前記連続シートを停止させた状態で、前記ジョイントに沿って前記連続シートの幅方向に移動させて前記ジョイントにおける連続シートの厚み方向の変位を測定する2次元形状計測センサが設けられており、前記の測定結果に基づいて前記ジョイントの検査を行うジョイント検査装置。
(もっと読む)
帯状部材の切断方法及びその装置
【課題】帯状部材を切断することにより成形されるストリップの補強コードの本数を確実に所望の本数にすることのできる帯状部材の切断方法及びその装置を提供する。
【解決手段】この帯状部材切断装置は、撮像画像G上で帯状部材WBの長手方向の一端にあらわれている各補強コードRCの位置P1及びカッター10の刃10aの先端の位置P2を検出しながら、撮像画像G上において所定本数目(本実施形態では10本目)の補強コードと次(本実施形態では11本目)の補強コードRCとの間を切断可能な位置に配置されるまでカッター10を移動させた後、カッター10によって帯状部材WBの長手方向の一端に切込みCを成形することから、それぞれ所望の本数の補強コードRCを有する複数のストリップSPが成形される。
(もっと読む)
タイヤ構成部材の検査方法及び検査装置
【課題】被成形体に配置された検査対象のタイヤ構成部材の側端部の誤検出を防止して、その位置の異常を正確、確実に判定して検査するタイヤ構成部材の検査法及び検査装置を提供する。
【解決手段】成形ドラム2上の被成形体10の側端部に対向して、検査装置20の照光手段21とカメラ22とを配置する。照光手段21により検査範囲の被成形体10に光を照射してタイヤ構成部材の側端部を照らし、カメラ22により撮影する。検査処理装置25により、撮影画像に正常時にカーカスプライ13の側端部を表す明部が検出される検出領域を設定し、明部が検出されたときには、撮影画像の明部の検出位置と被成形体10の所定の基準位置との間の明部の数を計数する。計数した明部の数と正常時に計数される数とを比較し、両数が一致しないときに、カーカスプライ13の側端部の位置が異常であると判定する。
(もっと読む)
タイヤ形状検査方法,タイヤ形状検査装置
【課題】凹凸のある表示マークが形成されたタイヤのサイドウォール面の形状欠陥を検査する際に,表面高さ測定値から表示マークが形成された範囲の測定値を確実にかつ誤認することなく除去して正しい形状欠陥測定を行うことができること。
【解決手段】サイドウォール面の表面高さ分布情報に対して2次元のソーベルフィルタ処理を施し,得られた勾配値分布情報を2値化した2値分布情報に膨張処理を施して得られる2値分布情報に対してラベリング処理を施し,ラベル値ごとのフィレ座標に基づいて表示マークの存在範囲を含むマスク範囲の座標を設定し,そのマスク範囲内の表面高さ測定値をそのマスク範囲外の表面高さ測定値による補間値に置き換え,これにより得られた表面高さ分布情報に基づき形状欠陥検査処理を実行する。
(もっと読む)
タイヤビード部のコード検出方法および装置
【課題】労力を軽減し、速やかにかつ確実にタイヤビード部の突出コードを検出することができるタイヤビード部のコード検出方法および装置を供する。
【解決手段】タイヤのビード部から突出することがある突出コードに引っ掛かる引掛り手段を、タイヤのビード部に対して互いに近接して相対的に回転し、前記引掛り手段の回転方向への変位を検知することで前記突出コードを検出するタイヤビード部のコード検出方法および装置。
(もっと読む)
加硫タイヤの検査装置及びその方法
【課題】加硫タイヤが正しい加硫用金型によって加硫されたか否かを容易且つ確実に検査することが可能であり、また、加硫タイヤの周方向の均一性を向上可能な加硫用金型内におけるスプライス部の配置を容易に特定可能な加硫タイヤの検査装置及びその方法を提供する。
【解決手段】タイヤ幅方向の一方の側面に貼付型表示部材QRが貼付されるとともに、加硫用金型によってタイヤ幅方向一方の側面に凹凸状表示部BAが形成され、凹凸状表示部BAの情報と貼付型表示部材QRの情報とを比較することにより、その加硫タイヤTが正しい加硫用金型によって加硫されたか否かを検査できる。また、凹凸状表示部BAのタイヤ周方向の位置と貼付型表示部材QRのタイヤ周方向の位置との角度差を検出し、その検出結果と加硫タイヤTのRFVの測定結果とを貼付型表示部材QRのシリアル番号情報を介して対応させる。
(もっと読む)
タイヤラベル貼付方法および装置
【課題】タイヤTに対してラベル19を貼付ける際の生産能率を容易かつ確実に向上させる。
【解決手段】光センサ38によりタイヤTのビードヒール(半径方向内端)Dを検出した後、制御手段に予め記憶されている設定情報と前記検出された位置情報とに基づいて吸着パッド33の貼り付け位置Hを制御手段により演算するとともに、この演算結果に基づいてラベル19を吸着している吸着パッド33を移動手段35により貼り付け位置Hまで移動させて規定位置Kにラベル19を貼り付けるようにしたので、ラベル19を貼付けるタイヤTの種類に変更があった場合でも、吸着パッド33の移動終了位置を微調整することなく、容易にラベル19の貼り付けを再開することができる。
(もっと読む)
タイヤ構成部材供給装置
【課題】タイヤ構成部材をタイヤ成型ドラムに貼り付ける速度を速くすることができ、作業員の技能習熟が不要となり、ドラム周上でのタイヤ構成部材の厚さのバラツキを低減できるタイヤ構成部材供給装置を提供する。
【解決手段】タイヤ成形ドラム上にタイヤ構成部材を搬送する部材供給コンベア12の上方位置に設置された変位センサと、部材供給コンベア12を自動制御で横行移動させる移動機構部とを備え、変位センサによりタイヤ構成部材の断面形状を捉えて、基準となるタイヤ構成部材の形状と比較し、タイヤ構成部材のズレに応じて部材供給コンベア12の横方向位置を調整する。
(もっと読む)
形状測定装置,形状測定方法
【課題】移動する被測定物の表面に照射したライン光の像(光切断線の像)に基づいて光切断法による形状検出を行う表面形状測定において,ライン光の強度を増強することなく,高い撮像レートで光切断線の撮像を行っても,明瞭な光切断線の像を得ることができ,光切断線検出に要する画像処理の演算負荷を低くできる。
【解決手段】タイヤ1等の被測定物の表面に複数の分離した光切断線が形成されるように,検出高さ方向とは異なる方向から複数のライン光を照射する投光装置10と,そのライン光の像を複数のライン光それぞれの主光線が被測定物の表面に対して正反射する方向において撮像するカメラ20とを備え,被測定物表面の一定単位の移動に応じて得られる複数の撮像画像について,予め設定された複数の独立した画像処理対象領域の画像それぞれから,光切断線の像の座標を個別に検出し,検出座標に基づいて被測定物の表面形状(高さ分布)を算出する。
(もっと読む)
1 - 20 / 41
[ Back to top ]