
Fターム[4F212VP29]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 移送装置、案内装置 (196) | ローラコンベア (17)
Fターム[4F212VP29]に分類される特許
1 - 17 / 17
ゴムストリップの貼付装置
【課題】ゴムストリップを、蛇行を招くことなく精度良くかつ安定してドラムまで搬送しかつドラムに巻き付ける。
【解決手段】未加硫のゴムストリップを、ドラムに搬送して貼り付ける搬送コンベヤを有する。前記搬送コンベヤは、下コンベヤ部の搬送ベルトと、上コンベヤ部の押付けベルトとの間でゴムストリップを挟んで搬送する。搬送方向最前方側に配される上案内ローラは、一端部が枢支点P1で枢支され搬送方向に傾動自在な傾動アームの他端部に設ける枢着点P2で回転自在に枢着される。前記傾動アームは、前記押付けベルトの張力によって付勢され、前記最前方側の上案内ローラを、押付けベルトを介して搬送ベルトの搬送面に向かって押し付ける。
(もっと読む)
ゴム部材の搬送装置

【課題】ゴム部材の伸びを抑制可能なゴム部材の搬送装置を提供する。
【解決手段】連続帯状のゴム部材が巻取られた巻出手段(巻出ロール2)と、巻出手段より巻出されたゴム部材(ベルト部材7)が巻付けられる巻付手段(成型ドラム3)と、巻出手段より巻出されたゴム部材を巻付手段まで導く搬送路と、搬送路を振動させる振動付与手段6とを備えた。また、搬送路が、ゴム部材の張力を所定の適正値に調整するためのフェスツーン22と、フェスツーンと巻付手段との間に設けられたローラーコンベヤ装置23とを備えた。
(もっと読む)
ゴム部材の供給貼付装置及びこれを用いたタイヤ用部材の成形方法
【課題】タイヤ用部材を成形する円筒状の成形ドラムに、効率良くゴム部材を供給して貼付しうる。
【解決手段】成形ドラムDに、ゴム部材Gを供給して円筒状のタイヤ用部材Tを成形するゴム部材Gの供給貼付装置1である。前記ゴム部材Gを載置しうる載置面7を有しかつ該ゴム部材Gの長手方向に沿った前後方向に移動して前記成形ドラムDに対して接離可能な第1搬送装置2と、前記ゴム部材Gを載置しうる載置面11を有しかつ前記第1搬送装置2に横並びで配された固定式のゴム部材供給装置3と、該ゴム部材供給装置3に載置されたゴム部材Gをその長手方向と直交する向きに移動させて前記第1搬送装置2へ移載しうる第1移動手段4とを含む。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】オンラインで使用することができ、安定した品質が得られ、作業効率に優れるローカバーのトレッドジョイント圧着方法を用いたタイヤの製造方法および製造装置を提供する。
【解決手段】製造ラインの搬送コンベアから横置き状態で送られてくるローカバーを圧着エリアに搬入するための搬入工程と、ローカバーのセンタリングを行うセンタリング工程
と、センタリングされたローカバーを回転手段により回転させて、ローカバーのトレッドのジョイント部を検出するジョイント検出工程と、ジョイント部を所定位置に固定して位置決めを行うジョイント部位置決め工程と、所定位置において押えローラによりジョイント部を押さえて圧着する圧着工程とを備えているタイヤ製造方法および前記製造方法に用いるタイヤ製造装置。
(もっと読む)
タイヤ材料搬送装置
【課題】昇降用シリンダーの重量負担を大幅に軽減させることにより貼付け精度を向上させ、貼付け時の品質を安定化させることができるタイヤ材料搬送装置を提供することを課題とする。
【解決手段】材料供給機から繰り出される帯状タイヤ材料を搬入して前記タイヤ成形ドラムに向けて搬送する搬送部と、前記搬送部の搬送下流側に位置する材料送出し部を備えた装置本体と、前記搬送部の搬送方向のほぼ中央に位置して前記装置本体をシーソー自在に支持するピロブロックと、前記装置本体をピロブロックの軸周りに揺動させて、前記材料送出し部を前記タイヤ成形ドラムに対して近接・離間させる昇降用シリンダーとを備えていることを特徴とする。
(もっと読む)
タイヤ成型装置
【課題】タイヤ構成部材のサイズに応じて押圧ローラを変更する必要がなく、タイヤ構成部材を成型ドラムに精度良く貼り付けることができるタイヤ成型装置を提供する。
【解決手段】このタイヤ成型装置1は、成型ドラム3と、ガイドユニット5と、押圧ローラ7と、を備え、ガイドユニット5は、第1のガイドローラ列13と、第2のガイドローラ列15と、を有し、押圧ローラ7は、その一方の側面部S1が、第1のガイドローラ列13のガイドラインと第2のガイドローラ列15のガイドラインとの間に配置され、押圧ローラ7の一方の側面部S1に対向するガイドローラ列13にて、少なくとも最も押圧ローラ7に近いガイドローラ13aを、軸心X1方向でみて、押圧ローラ7の一方の側面部S1に少なくとも部分的に重なるように配置したものである。
(もっと読む)
帯状ゴム部材の巻付け方法および装置
【課題】コンベア21による運搬時に帯状ゴム部材12に消極的に発生する張力を低減させることで、タイヤ性能の向上を図る。
【解決手段】コンベア21の上流端に位置するローラ22aと被巻付け体20との間に付与手段27を設置し、該付与手段27から帯状ゴム部材12に対し被巻付け体20に向かうとともに、帯状ゴム部材12に作用する消極的な張力(コンベア21から帯状ゴム部材12に付与される転がり抵抗、剥離抵抗等の抵抗に基づく張力)より小さな値の力を付与したので、該帯状ゴム部材12内に生じる消極的な張力は前記力により一部が相殺されて低減される。これにより、帯状ゴム部材12の長手方向伸びおよび幅方向収縮が抑制され、タイヤ性能の向上を容易に図ることができる。
(もっと読む)
ビード部矯正装置への加硫タイヤの取付方法及びその装置
【課題】複数の加硫タイヤを短時間でビード部矯正装置に取付けることのできるビード部矯正装置への加硫タイヤの取付方法及びその装置を提供する。
【解決手段】各整列保持部材32に互いに軸方向に並ぶように保持されている複数本の加硫タイヤTのビード部の内周面側に上側保持部材110及び下側保持部材120を配置するとともに、各整列保持部材32から上側保持部材110に加硫タイヤTを移載することにより、複数本の加硫タイヤTが一度にビード部矯正装置に取付けられる。従って、複数本の加硫タイヤTを短時間でビード部矯正装置100に取付けることができる。
(もっと読む)
空気入りタイヤの成形方法
【課題】 生タイヤ部品、特に大型の空気入りタイヤ用の生タイヤ部品を効率良く、低コストで生産することができる空気入りタイヤの成形方法を提供することを課題としている。
【解決手段】 成形ドラム10に巻き付けられた未完成生タイヤ12に、生ゴムタイヤ部材8を貼り付けて生タイヤを成形する空気入りタイヤの成形方法において、前記生ゴムタイヤ部材8を搬送装置16、17によりマイクロ電磁波加熱装置19に搬入してから、前記生ゴムタイヤ部材が軟化するに必要な時間をかけて、前記マイクロ電磁波過熱装置19により、前記生ゴムタイヤ部材11を加熱し、該マイクロ電磁波加熱装置19により軟化された前記生ゴムタイヤ部材11を前記未完成生タイヤ12に貼り付けて、生タイヤを成形する空気入りタイヤの成形方法である。
(もっと読む)
軸方向テーパ付き成型面上でタイヤコンポーネントを形成する方法及び装置
本発明は、軸方向テーパ付き成型面上でタイヤコンポーネントを形成する方法及び装置を含む。特定の実施形態では、かかる方法は、機械的システムを用意するステップを有し、かかる機械的システムは、複数個の切断部材及び材料を軸方向テーパ付き成型面に移送する張り付け面を有し、軸方向テーパ付き成型面は、この軸方向テーパ付き成型面の回転軸線に沿って半径方向に変化する回転面を有する。特定の実施形態は、機械的システムを通る並進経路に沿って材料シートを並進させるステップ及び並進ステップ中に複数個の切断部材のうちの1つ又は2つ以上によってシートから材料ストリップを切り取るステップを更に含むのが良い。特定の実施形態は、材料ストリップを張り付け面から軸方向テーパ付き成型面に機械的に移送するステップを更に含むのが良く、軸方向テーパ付き成型面は、並進ステップ中に回転軸線回りに回転する。 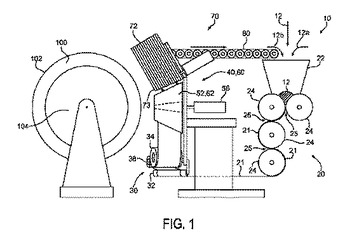 (もっと読む)
(もっと読む)
アンダートレッド貼付装置
【課題】作業者がトレッドのコンベアラインに手を入れてアンダートレッドを誘導する必要がなくなり、安全面のリスクを回避することができ、時間ロスの発生を抑制することができるアンダートレッド貼付装置を提供する。
【解決手段】ローラーコンベアによりトレッドを搬送させながらトレッドにアンダートレッドを貼り付けるためのアンダートレッド貼付装置であって、ローラーコンベアの下方に配置され、アンダートレッドをトレッドに誘導する自動誘導手段を備え、自動誘導手段は、アンダートレッドを供給するアンダートレッド供給手段と、シリンダーとを有し、シリンダーは、その伸長により、アンダートレッドの一部をローラーコンベアのローラー間の隙間を通ってトレッドまで移動させてトレッドの裏面側に圧着して貼り付け、その後、アンダートレッドの一部を貼付開始端としてトレッドに貼り付けるアンダートレッド貼付装置。
(もっと読む)
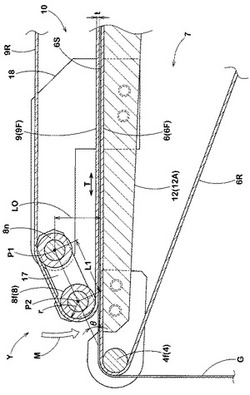
更生タイヤの製造方法及び装置
【課題】台タイヤの外周面に加硫済みトレッド部材を供給し、外周長に対応する長さに切断して貼り付けるときに、加硫済みトレッド部材を台タイヤの外周面に供給する手段の長さを短縮する。
【解決手段】帯状加硫済みトレッド部材11を台タイヤ9の外周面の接線方向から台タイヤ9の外周面に供給し、台タイヤ9を回転させ、帯状加硫済みトレッド部材11を台タイヤ9の外周面に巻き付ける。先端検出センサ5により先端が検知された後に、残りの部分の外周長P2が、巻き付け開始位置9bからカッター3の切断位置までの長さP1に対応する長さになったときに、帯状加硫済みトレッド部材11を切断する。先端11aと後端11cとを押さえロール4により台タイヤ9の外周面に押圧する。
(もっと読む)
ゴム状シートの搬送巻取り方法、及びその装置
【課題】ライナに、搬送される帯状の未加硫のゴム状シートを重ねて巻取り芯に巻き取り、シート・ライナ巻取体を精度よく、能率よく形成できかつ装置の簡易化に役立つ方法、及びその装置を提供する。
【解決手段】ライナロール体LRからライナLを巻き戻す巻戻し点と、巻戻された前記ライナLを巻取り芯10に巻き付ける巻付け点とを結ぶライナ線を、巻取り芯を上としたライナ傾斜部Lcとしたシート巻上げ装置6、未加硫のゴム状シートSの先端部Ssをシート保持・移動装置4をを用いて前記ライナ傾斜部Lc供給しライナLの巻取りとともにシート・ライナ巻取体SLを形成する。
(もっと読む)
タイヤ成型装置
【課題】帯状部材の位置決めを、帯状部材の側端を湾曲させることなく行うとともに、その帯状部材を変形させることなくタイヤ成型ドラムに迅速かつ正確に貼り付けることができるタイヤ成型装置を提供する。
【解決手段】タイヤ成型ドラム1と、帯状部材Wを供給する搬送手段とを具えるタイヤ成型装置において、前記搬送手段は、タイヤ成型ドラムの回転軸Rに平行な方向である第一の方向γに帯状部材Wを搬送する第一のコンベアと、タイヤ成型ドラム1の下方にそのタイヤ成型ドラム1に隣接して配置され、第一方向γに直交する方向であって、タイヤ成型ドラム1に向かう方向である第二の方向δに、帯状部材Wを、タイヤ成型ドラム1の周面の速度と同一の速度で搬送可能な第二のコンベア5とを有する。前記タイヤ成型装置は、第二コンベア5の一側面に立設され、第一方向γに搬送された帯状部材Wに当接して該帯状部材Wの位置決めを行うガイド手段を具える。
(もっと読む)
トレッド自動折り畳み装置
【課題】ゴム押出機からのトレッド押出が安定すると、直ちに、冷却ラインに迅速に送り込むことができる装置を提供することを目的とする。
【解決手段】押出機1から押出されてくるトレッドを送る搬送コンベア2上であってホット回収コンベア4の直後に、袋状部形成手段Tを設け、さらに、その下流に袋状部を押圧して折り畳み部を形成する押圧手段Pを設ける。
(もっと読む)
タイヤ構成部材の巻き付け装置及びタイヤ成型装置
【課題】帯状のタイヤ構成部材を成型ドラムに巻き付けるときの生産性を向上させる。
【解決手段】タイヤ構成部材供給コンベア2を動作させて、矢印Fに示すように、サイド部材Gの先端を、サイドブラダユニット16を跨がせて、巻き付け開始側の位置に搬送する。作業者はサイド部材Gの先端を掴み、ローラ35と、サイドブラダユニット16の外周面との間に挿入する。サイドブラダユニット16を時計回りに回転させ、ローラ35を反時計回りに回転させて、サイド部材Gサイドブラダユニット16の外周面の回転方向前方へ搬送する。サイド部材Gの巻き付けが終わったら、その先端と後端とを接合する。
(もっと読む)
トレッドをタイヤカーカスに貼り付ける装置及び方法
トレッド(2)をタイヤ(4)のカーカス(3)に貼り付ける装置(1)及び方法。装置(1)は、カーカス(3)を支持する回転ドラム(5)と、トレッド(2)をドラム(5)に送る供給コンベア(6)と、トレッド(2)と接触する加圧ローラ(7)と、強度を調節可能な力(F)で加圧ローラ(7)をトレッド(2)に押圧する作動機構(8)と、力(F)の強度を、カーカス(3)の円周の残部の長さ(RCC)とトレッド(2)の残部の長さ(RTL)の差として算出された誤差変数(E)に応じて調整する制御ユニットを備える。制御ユニット(9)は、誤差変数(E)の値及び誤差変数(E)の変化率に応じて変化するゲイン(Kp)を有する比例制御ブロック(12)を用いて力(F)の強度を調整する。 (もっと読む)
1 - 17 / 17
[ Back to top ]