
Fターム[4G054BE09]の内容
プレス成形、コンベアを利用した成形 (2,780) | その他のプレス成形 (56) | 静水圧成形 (51) | 材料の充填、封入 (5)
Fターム[4G054BE09]に分類される特許
1 - 5 / 5
セラミックス円筒形成形体およびその製造方法
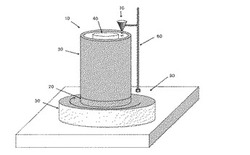
【課題】セラミックス円筒形成形体を寸法精度よく、特に円周方向の厚みの均一性が高いものを、歩留まりよく製造する。
【解決手段】円柱状心棒と円筒状の型枠を有する成形型にセラミックス粉末を充填し、冷間静水圧プレス成形して成形体を製造する際に、成形型の上方にあって固定されているロートを用いて、円柱状心棒の中心軸を中心として成形型を回転させながら成形型にセラミックス粉末を充填することにより、円筒軸方向の80%以上の部分において、同一円周方向の厚みむらが10%未満であるセラミックス円筒形成形体を製造する。
(もっと読む)
筒状MEAの製造方法、この筒状MEAを備えるガス分解素子及び発電装置

【課題】固体電解質を用いた電気化学反応を利用したガス分解装置に用いる筒状MEAの製造工程を削減し、また製造コストを低減させることのできる、筒状MEAの製造方法を提供。
【解決手段】筒状の固体電解質層と、この固体電解質層を内外から挟むようにして積層形成された第1の電極層及び第2の電極層とを備えて構成される筒状MEAの製造方法であって、上記固体電解質層又は上記電極層の1つを構成する第1の未焼成筒状部を、所定の粉体材料を用いて成形する第1の成形工程S103と、上記第1の未焼成筒状部の内周部又は外周部に、上記固体電解質層又は上記電極層の他の1つを構成する第2の未焼成筒状部を、所定の粉体材料を用いて形成する第2の成形工程S106と、上記第1の未焼成筒状部と上記第2の未焼成筒状部とを備える筒状体を焼成して焼成筒状体を形成する焼成工程S109とを含む。
(もっと読む)
ターゲットの製造方法
【課題】 大型基板に高品質のセラミックス薄膜をスパッタ形成するための大型のターゲットを提供する。
【解決手段】 材料粉末Pをプレス成形により板状に圧縮成形して、プレス成形体11を形成するプレス成形工程と、複数のプレス成形体11を互いに接触させて板状に並べ、これらプレス成形体11を冷間等方圧加圧により圧縮して一体に接合し、プレス成形体11よりも大面積の板状のCIP接合体13を形成するCIP工程と、CIP接合体13を焼成して、板状の焼成体14を形成する焼成工程とを有するターゲットの製造方法。
(もっと読む)
セラミックス摺動部材とその製造方法およびこれを用いたメカニカルシールリング用部材並びにメカニカルシールリング
【課題】 シールリング等の摺動部材としての強度を確保し、且つ摺動特性に優れ、クラックが発生することのないセラミックス摺動部材を提供する。
【解決手段】 セラミックス摺動部材1が、緻密質のセラミックスからなる基材1bの表面に、潤滑液が供給される摺動面3を備えたセラミックスからなる多孔質層1aが形成されており、この多孔質層1aの大多数の気孔は、摺動面3に垂直な方向の大きさが平行な方向の大きさより小さく、一部の気孔は摺動面3に開気孔4aとなっていることを特徴とする。開気孔4a内に貯溜していた潤滑液15を十分に摺動面3に供給するように作用して、摩擦係数を低くすることにより高い摺動特性を得ることができる。
(もっと読む)
乾式冷間等方圧加圧装置の成形ゴム型清掃装置
【課題】 簡単な装置構成により、成形終了後の成形ゴム型の内周面に付着している成形かけらを確実に除去することができるようにした、乾式冷間等方圧加圧装置の成形ゴム型清掃装置を提供すること。
【解決手段】 乾式冷間等方圧加圧装置の成形ゴム型清掃装置において、成形ゴム型5の上方より該成形ゴム型5内へ上下方向に進退可能に設けられ、成形後に上・下パンチが成形ゴム型5内から退避すると、成形ゴム型5内へ下降前進される軸部材21と、軸部材21に固着され、成形ゴム型5の内周面に当接して該内周面に付着している成形かけらを除去する除去部材22と、除去部材22の下方に位置させて軸部材21に設けたエア吹き出し孔23を有して、成形ゴム型5の内周面に向けて圧縮エアを吹き付けて内周面に付着している成形かけらを除去するエアブロー手段23,24,25と、を備える。
(もっと読む)
1 - 5 / 5
[ Back to top ]