
Fターム[4K018JA04]の内容
粉末冶金 (46,959) | 複合層、複合物品の製造 (796) | 粉末のみからなる物品の製造 (348) | 複合成型体の成型→焼結 (124) | プレス成型によるもの (62) | プレス方向にのみ界面のあるもの (9)
Fターム[4K018JA04]に分類される特許
1 - 9 / 9
焼結部品の製造方法および粉末成形用金型
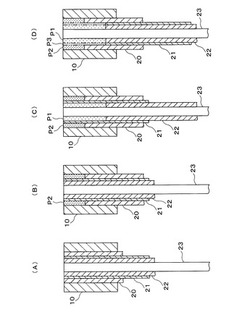
【課題】所望の部位に耐摩耗性と切削加工性とを付与することができるとともに、2つの部位の境界での接合強度を向上させることができる焼結部材の製造方法を提供する。
【解決手段】金型の粉末充填空間に下中間パンチ21を設け、下中間パンチ21で分割された粉末充填空間のそれぞれに焼入れしても硬化しない材料からなる第1の粉末P1と、焼入れにより硬化する材料からなる第2の粉末P2とをそれぞれ充填し、下中間パンチ21を下降させて第1、第2の粉末P1,P2どうしを接触させて上パンチで成形する。
(もっと読む)
R−T−B系焼結磁石の製造方法

【課題】 接着剤を使わず、異なる組成の材料を焼結することで一体的に接合しようとすると、焼結工程で変形してしまう。そのために所定寸法への加工が必要となり、歩留まりが低下したり、異なる組成の材料間で割れてしまうこともあった。
【解決手段】 重希土類元素RHの濃度が相対的に低い又は含まない第1原料合金粉末、および重希土類元素RHの濃度が相対的に高い第2原料合金粉末を準備する工程と、前記第1原料合金粉末および第2原料合金粉末を、金型によって形成されたキャビティの所定の空間にそれぞれ充填する充填工程と、前記第1原料合金粉末の第1成形体部分および前記第2原料合金粉末の第2成形体部分からなる複合成形体を得る工程と、前記複合成形体を焼結することにより、前記第1成形体部分と前記第2成形体部分とが結合した焼結磁石を形成する工程と、を含むR−T−B系焼結磁石の製造方法。
(もっと読む)
切削工具
【課題】耐摩耗性及び靭性の双方に優れる切削工具及びその製造方法を提供する。
【解決手段】TiCNといったTi化合物を主たる硬質相とするサーメットからなる基材10を具える切削工具である。基材10は、微細なTi化合物粒子を主たる硬質相とする微粒層11と、微粒層中の硬質相粒子の平均粒径よりも平均粒径が大きいTi化合物粒子を主たる硬質相とする粗粒層12との積層構造を有し、微粒層11は、基材表面側に配置されている。両層11,12は、密着性に優れており、この切削工具は、両層11,12の特性を十分に活用することができ、耐摩耗性及び靭性の双方に優れる。
(もっと読む)
圧粉磁心およびその製造方法
【課題】圧粉磁心の高周波特性を改善し、渦電流損失を低減するための方法として薄いコアと絶縁物を交互に積層した構造を製造する手法を提供する。
【解決手段】表面に絶縁酸化被膜を有する軟磁性金属粒子をプレス成形して形成する圧粉磁心の製造方法において、表面に絶縁酸化被膜を有する軟磁性金属粒子を金型に入れてプレス成形を行う磁性層形成工程と、絶縁性粒子を金型に入れてプレス成形を行う絶縁層形成工程と交互に実施することにより、磁性層と絶縁層とを交互に積層することを特徴とする圧粉磁心の製造方法および該製造方法により得られる圧粉磁心。
(もっと読む)
石炭灰を原料とした傾斜機能材料及びその製造方法
【課題】石炭灰を有効に利用でき、かつ、強度低下の原因となる欠陥が少ない傾斜機能材料及びその製造方法を提供すること。
【解決手段】例えば、FeまたはNiを主成分とする合金からなる合金層、あるいは、基材上に設けた合金層の上に、合金100重量部に対して石炭灰を10重量部以下で混合した1又は2以上の混合物を含む、合金と石炭灰との混合組成が異なる複数の混合物を用いて、合金層側が石炭灰の濃度が最も低く、合金と石炭灰との混合組成が連続的または段階的に変化する中間層を形成し、中間層上に石炭灰からなる石炭灰層を形成することにより、石炭灰を有効に利用でき、かつ、強度低下の原因となる欠陥が少ない傾斜機能材料を得ることができる。
(もっと読む)
鉄系焼結摩擦材及びそれを用いた鉄道車両用制輪子並びにそれらの製造方法
【課題】環境保護を考慮して、鉄又は鉄合金を主成分とし、PRTR法指定化学物質を一切使用していない鉄系焼結摩擦部材、及びそれを使用した鉄道用制輪子、並びにそれらの製造方法を提供する。
【解決手段】鉄又は鉄合金を主成分とした焼結摩擦部材10,10は、摩擦特性に優れた材料粉末が焼結されてなる第1層11と、接着特性に優れた材料粉末が焼結されてなる第2層12と、補強特性に優れた材料粉末が焼結されてなる第3層13とを含む。焼結摩擦部材10の各層は、鉄又は鉄合金を主成分としており、PRTR法指定化学物質を一切使用していないので、環境保護の点で優れている。また、摩擦材が鉄系材料であり、且つ補強板となる第3層13が鉄系材料であるので、銅と鉄のような異種の金属を接合する際に必要とされるメッキ処理を省略することができる。
(もっと読む)
金属粉末の成形法及び同成形法で成形した加工工具
【課題】
エンドミル、ドリル等径に対して長さの長い棒材の様な超硬合金素材は300m/m〜500m/mの長い棒材から切断しているが、切断加工上センター穴を作る事が難しいし、圧力分布が残っているため長さが安定しない。又半焼品からの加工では簡単に加工出来るが空気中での加工のため酸化されて品質が安定しないし、両方共に原料歩留が非常に悪い。この両方を解決するのが課題である。
【解決手段】 超硬合金金属粉末混合体の上下加圧法で成形加工する場合、結合材及び潤滑材としてパラフィンを加えてプレス成形する(パラフィン添加と同時に造粒する方法もある)が、この一次造粒した金属造粒粒子に二次潤滑材として一次潤滑材と相互溶解、化学反応を起こさず、酸素を含有しない液体潤滑材を2次材として一次粗粒子の表面にコーティングした後加圧成形する事で径に対し長い棒状、板状のプレス加工が容易になり、変形の少ない成形品を製造する事が出来る。
(もっと読む)
複層圧粉体の成形方法
【課題】内側の層の厚さが薄い複層の筒状圧粉体を容易に形成できる技術を提供する。
【解決手段】コア寄りに内側上下パンチ3、5を備えると共に、ダイ内壁と前記内側パンチとの間に外側上下パンチ2、4を備えた金型装置を用い、円筒外側キャビティ7aに第1の粉末を充填し、この第1の粉末を外側上パンチ4で閉塞し、外側下パンチ2により粉末を圧縮して予備圧粉体8を形成し、次に、コア6及び内側下パンチ3を下降させて、内側キャビティ7bに第2の粉末を充填し、次いで、コア6を上昇させて円筒内側キャビティ7cに第2の粉末を残留させ、最後に、上下の各パンチ2、3、4、5で予備圧粉体8及び円筒内側キャビティ7c内の第2の粉末を圧縮し、成形体9とする。
(もっと読む)
粉末成形装置および圧粉体の製造方法
【課題】 シューボックスの内部に異種の原料粉末が混入されることを抑制する。
【解決手段】 シューボックス10は、内部に各別に異なる種類の原料粉末が装填されて複数備えられるとともに、一の前記シューボックス10を前進移動し前記キャビティ内に一の原料粉末を充填した後に、これを後退移動し、その後、他の前記シューボックスを前進移動し前記キャビティ内に他の原料粉末を充填する構成とされ、前記複数のシューボックス10のうち少なくとも一つ12には、その下面の、該シューボックス12が前進する前進方向における前端部に、下方に向けた負圧吸引口15が形成され、該シューボックス12を前進移動、または/および、後退移動する際、負圧吸引口15により、前記ダイの上面に飛散されている前記原料粉末を吸引する。
(もっと読む)
1 - 9 / 9
[ Back to top ]