
Fターム[4K027AE24]の内容
溶融金属による被覆 (10,875) | 制御・管理・検出・計測類の内容 (1,613) | メッキ被膜に対するもの (564) | 膜厚、付着量 (324) | 膜厚の分布、均一性 (50)
Fターム[4K027AE24]に分類される特許
41 - 50 / 50
溶融めっき線およびその冷却装置
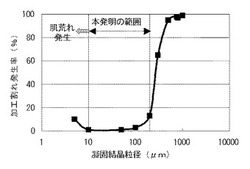
【課題】 めっき線の加工性、耐食性を確保し、外観の良好なめっき線とそのめっき線を製造するための冷却装置を提供する
【解決手段】 めっき付着量が250g/m2以上の溶融めっき層表面凝固結晶粒の平均粒径が10〜200μmであることを特徴とした溶融めっき線で、該めっき線を得るために冷却筒内に水冷ノズルをめっき線の周囲に設け、該ノズルの下方に噴出角度が可変なガス吹き付けノズルを配置し、溶融めっき線表面を直接水冷可能な機構を有する溶融めっき線の冷却装置で、溶融めっき線の表面温度が凝固温度〜凝固温度−70℃の温度範囲で冷却開始可能ように水冷ノズルの位置をめっき線の移動方向にスライド可能な機構を有することを特徴とする溶融めっき線の冷却装置。
(もっと読む)
溶融金属めっき鋼帯の製造方法

【課題】ガスワイピングを施すことによってめっき付着量を均一にし、かつ外観性状を改善するとともに、生産性を向上できる溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】鋼帯の両側に配設されたスリットノズルから斜め下方にガスを噴射し、各スリットノズルのガス噴射口におけるガスの噴射方向と水平面とのなす傾斜角αを同一とし、かつ各スリットノズルのガス噴射口と溶融金属の浴面との距離Hを同一とし、傾斜角αを0.9〜2.0°とする。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングによるスプラッシュの発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、好ましくは、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整する。
(もっと読む)
溶融金属めっき鋼帯の製造方法及びガスワイピングノズル
【課題】溶融金属の付着量制御におけるエッジオーバーコートの発生を防止できる溶融金属めっき鋼帯の製造方法及びこの鋼帯の製造に使用するガスワイピングノズルを提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスを噴射する複数のスリットを有するガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記複数のスリットのなかで負荷圧力が最大のスリットのスリット幅をノズル幅方向外側に向かって大きくすることを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し鋼帯幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設けるとともに、該バッフルプレートは、鋼帯端部側が、板厚が鋼帯端部に向かって薄くなるように形成する。
(もっと読む)
溶融めっき鋼板の製造方法
【課題】 エッジオーバーコートの発生を防止し、溶融めっき後にコイル状に巻取ったときの巻取形状に優れ、巻取り巻き戻し後における耳波等を生じることのない溶融めっき鋼板の製造方法を提供する。
【解決手段】 めっき浴に浸漬後引上げられた状態の鋼板21aの表面に対してガスワイピングノズル27a,27bからガスを吹付けてめっき付着量の調整を行う溶融めっき鋼板の製造方法において、溶融めっきされた鋼板21aの幅方向における少なくとも中央部付近とエッジ付近とにおける厚さを厚さ測定手段28で測定し、中央部付近の厚さよりもエッジ付近の厚さが大きいとき、エッジ付近の厚さと中央部付近の厚さとの差が小さくなるように、またはエッジ付近の厚さが中央部付近の厚さ以下になるように、ガスワイピングノズル27a,27bの動作を制御する。
(もっと読む)
溶融金属めっきのエッジオーバーコート防止装置
【課題】設備が極めて簡略化され、コスト面、メンテナンス性において優れ、溶融金属めっき鋼板両端部にバリ、亜鉛玉などの発生がなく、目付量の制御を確実に行うことができるようにした。
【解決手段】対向するワイピングノズル間を移動する溶融金属めっき鋼板の幅方向端面に対向して離間設置した一対のエッジプレートと、前記各エッジプレートの溶融金属めっき鋼板側の端部とほぼ直交して配設した所要幅を有する帯状板とを備えてなるエッジオバーコート防止装置において、前記各エッジプレートに、ワイピングノズルから噴き出すワイピングエアーの流れを受け、前記エッジプレートを溶融金属めっき鋼板側へ推進するための推進フィンを設けるとともに、前記各エッジプレートを前記ワイピングノズル上に、所要のガイド部材を介して溶融金属めっき鋼板の板面に沿う方向に移動可能に設置し、さらに前記各エッジプレートの下部に吊設したガイド部材を溶融金属めっき浴槽中にて前記溶融金属めっき鋼板の両端部に当接したことを特徴とする。
(もっと読む)
溶融亜鉛めっき用高強度鋼板、該高強度鋼板に溶融亜鉛めっきした溶融亜鉛めっき高強度鋼板、および該溶融亜鉛めっき高強度鋼板に合金化処理を施した合金化溶融亜鉛めっき高強度鋼板
【課題】 本発明の目的は、溶融亜鉛めっきしたときに不めっき部が発生し難い溶融亜鉛めっき用高強度鋼板を提供する。他の目的は、溶融亜鉛めっきした後、これを合金化したときに、摺動性および耐パウダリング性に優れた合金化溶融亜鉛めっき高強度鋼板を得ることのできる合金化溶融亜鉛めっき用高強度鋼板を提供する。
【解決手段】 溶融亜鉛めっきされる鋼板であって、質量%でC:0.06〜0.15%、Mn:1〜3%、P:0.01〜0.05%、Cr:0.03〜1%、Mo:0.03〜1%およびAl:0.02〜0.15%を含有すると共に、Si:0.2%以下(0%を含む)およびS:0.03%以下(0%を含む)に抑えられ、残部がFeおよび不可避不純物からなり、且つ下記(1)式から算出されるK値が−2.0以上である高強度鋼板。なお、K値=3×[Mo]−5×[Cr]…(1)、で算出され、式中[元素]は各元素の含有量(質量%)を示す。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造装置
【課題】鋼板エッジ近傍の合金化不良を防止し、あるいはさらにめっき絞り部での鋼板の反りを低減することで、鋼板幅方向のめっき量の不均一を改善し、もって鋼板幅方向の合金化度を均一にできる合金化溶融亜鉛めっき鋼板の製造装置を提供することである。
【解決手段】めっき絞り装置と、その上方に配置された電磁誘導加熱合金化炉を備え、前記前記電磁誘導加熱合金化炉の下方に、燃料ガスおよび燃焼用空気を管状バーナの接線方向から吹込む管状火炎バーナを、鋼板両面の各エッジ近傍部に対応する位置に移動可能に設ける。
(もっと読む)
合金化溶融亜鉛めっき鋼板とその製造方法
【課題】 高強度・高延性のバランス、成形性に優れた合金化溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.25、Mn:0.5〜3.0、Si:0.2〜1.2、Al:0.3〜2.0以下、P:0.1以下、S:0.1以下、N:0.02以下、Ni:0.2〜1.5、Cu:0〜0.5を含有する母材に設けた、合金化溶融亜鉛めっき皮膜のFeの重量%を8〜18、かつめっき皮膜の平均付着量Mav(g/m2)と最大付着量Mmax(g/m2)との関係が(i)式を満足するように構成する。 Mmax≦4.5×Mav ・・・(i) 製造に当たっては、焼鈍、冷却、一定温度範囲保持などの工程を経た鋼板をめっきする際に、母材鋼板中のSiとAlの濃度の和をW(質量%)、溶融亜鉛浴侵入直前のスナウト内雰囲気ガスの露点をV(℃)とすると、WとVが下記(ii)式を満足するようにする。 V≦−35−4.5×W2 ・・・(ii)めっき工程を経た鋼板を鋼板温度が420〜600℃の範囲で5〜100s合金化処理をする。
(もっと読む)
41 - 50 / 50
[ Back to top ]