
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングによるスプラッシュの発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、好ましくは、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整する。
【解決手段】ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、好ましくは、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法に関するものである。
【背景技術】
【0002】
連続溶融めっきプロセスにおいては、一般に溶融金属が満たされているめっき浴に鋼帯を浸漬させ、この鋼帯をめっき浴から垂直上方に引き上げた後、鋼帯を挟んで対向して設けられたガスワイピングノズルから鋼帯面に気体を吹き付けるガスワイピングが行われる。このガスワイピングにより、余剰な溶融金属が掻き取られてめっき付着量が制御されるとともに、鋼帯表面に付着した溶融金属が板幅方向および板長手方向で均一化される。ガスワイピングノズルは、多様な鋼帯幅に対応するとともに、鋼帯引き上げ時の幅方向の位置ズレなどに対応するため、通常、鋼帯幅より長く構成され、鋼帯の幅端部より外側まで延びている。
【0003】
このようなガスワイピング方式では、鋼帯に衝突した気体噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生し、これが鋼帯表面に付着してめっき鋼帯の表面品質の低下を招くという問題がある。
鋼帯の連続処理プロセスにおいて生産量を増加させるには、鋼帯通板速度(ライン速度)を増加させればよい。しかし、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、ライン速度を増加させると、溶融金属の粘性によって鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ガスワイピングノズルから鋼帯面に吹き付ける気体圧力をより高圧に設定する必要があり、これによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0004】
上記の問題を解決するため、例えば、以下のような技術が提案されている。
特許文献1には、バッフルプレートを設けるとともに、ガスワイピングノズル下部の金属板エッジ付近に、金属板に付着した溶融めっき金属に働く外力を金属板の幅中心部に向かう方向に変える方向変換手段を設ける技術が示されている。
特許文献2には、ガスワイピングノズルとめっき浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えたヘッダー室を有するエアパッドを設ける技術が示されている。
【0005】
特許文献3には、ガスワイピングノズル下方から後方を経て上方に回り込んで鋼板正面に向かう気流の流速を、ガスワイピングノズル後方に張り出させた整流板によって弱める、および/または、前記気流に乗って運ばれるスプラッシュをガスワイピングノズル上前部に設けた堰により止める技術が示されている。
特許文献4には、主ノズルの上下に、幅方向で3分割以上され、分割部がそれぞれ独立に圧力制御可能な補助ノズル(副ノズル)を設けて気体を噴射することより、主ノズルからの主噴流の広がりを抑え、衝突後鋼板に沿って流れるガスを安定させる技術が示されている。
【0006】
【特許文献1】特開2003−321757号公報
【特許文献2】特開2002−173750号公報
【特許文献3】特開200−328218公報
【特許文献4】特開平10−204599号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、これらの従来技術では、スプラッシュの発生を安定的に低減させることはできない。溶融金属用のガスワイピングノズルのスリットギャップは、一般に縦横比が非常に小さく(アスペクト比=1:2000程度)、このためノズルの加工精度や取付精度がガスワイピングの適否に与える影響が非常に大きい。したがって、ガスワイピングノズル自体の加工精度や取付精度、さらにはライン速度、鋼帯の反り量などの操業条件によって、スプラッシュが発生しにくい最適条件は異なったものとなる。このため、上記従来技術を用いたとしても、スプラッシュの発生を安定的に抑えることは困難である。
【0008】
したがって本発明の目的は、以上のような従来技術の課題を解決し、ガスワイピングノズルを用いてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、鋼帯を高速通板させる場合でもスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造することができ製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明の製造方法の要旨は、以下のとおりである。
[1] 溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
[2]上記[1]の製造方法において、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
[3]上記[1]又は[2]の製造方法において、ガスワイピングノズルの上下方向での傾き角度を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
【発明の効果】
【0010】
本発明によれば、ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波の周波数スペクトラムが予め決められた条件を満足するようにガスワイピングノズルの位置を調整することにより、ガスワイピングノズルの加工精度・取付精度や操業条件などに関わりなく、鋼帯を高速通板させる場合でもスプラッシュの発生を効果的に抑制することができる。
【発明を実施するための最良の形態】
【0011】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う方法において、ガスワイピングにより生じる溶融金属のスプラッシュの多くは、鋼帯エッジ部から発生する(エッジスプラッシュ)。これは以下の理由による。すなわち、鋼帯両側に配置されたガスワイピングノズルから吐出されたガス噴流は、鋼帯センター部では、鋼帯に衝突した後は単独噴流のまま壁面噴流となるのに対し、鋼帯エッジ部では、対向した両ガスワイピングノズルからのガス噴流が衝突することで、当該部分での速度変動が非常に大きくなり、このため鋼帯エッジ部でスプラッシュが非常に発生しやすくなる。
【0012】
ここで、溶融金属のガスワイピング部を観察すると、音が大きく変わることがある。この音の変化は、鋼帯の溶接点が通過するタイミングであったり、ガスワイピング圧力、ガスワイピングノズル−鋼帯間距離、ガスワイピングノズルの上下方向での傾き角度などのワイピング条件が変更されるタイミングであったりする場合が非常に多い。そして、本発明者らがその音とスプラッシュ発生との関係について調査、検討を行った結果、その音の周波数スペクトラムとスプラッシュの発生との間に明確な相関関係があることが判った。このことから、さらに検討を進めた結果、ガスワイピング部で発生する音波の周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することにより、スプラッシュの発生を安定的に抑制できることが判った。
【0013】
このため本発明では、溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整する。
本発明において、予め決められた周波数スペクトラムの条件としては種々のものが考えられるが、例えば、(1)特定周波数領域での音圧強度の最大値、(2)特定周波数領域での音圧強度の積分値、などについて予め基準値を定め、測定値がその基準値以下となるようにするものである。また、周波数スペクトラムの広範な周波数領域の中でも、特に高周波領域とスプラッシュ発生との相関が高いことから、高周波領域において上記(1),(2)の基準値を設定することが好ましい。例えば、上記(1)の場合には、周波数スペクトラムの1000〜5000Hzの周波数領域での音圧強度の最大値が基準値(例えば、−20dB)以下となるようにし、上記(2)の場合には、周波数スペクトラムの3000Hz以上の周波数領域の音圧強度の積分値が基準値(例えば、−20dB)以下となるようにする。
【0014】
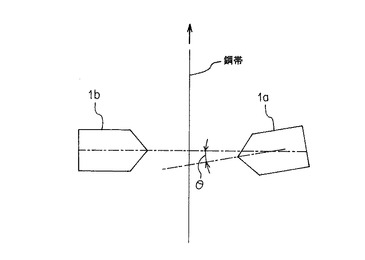
ガスワイピング部で発生する音波の周波数スペクトラムの変動要因としては、例えば、ライン速度、板形状(例えば、浴中サポートロールの押込み量、電磁力や気体力を用いた形状制御量に基づく板形状)、ガスワイピング圧力、ガスワイピングノズル−鋼帯間距離、ガスワイピングノズルの上下方向での傾き角度などのワイピング条件が考えられる。しかし、上記ライン速度、ガスワイピングノズル−鋼帯間距離、ガスワイピング圧力などを変更するとめっき付着量が変化するため、制御が複雑化してしまう。このため本発明では、ガスワイピングノズルの位置を制御(調整)対象とする。また、ガスワイピングノズルの位置調整の中でも、図1(図中、S:鋼帯)に示すようなガスワイピングノズル1a,1bの水平方向に対する上下方向での傾き角度θを調整することが、特に周波数スペクトラムを制御する上で有効であり、且つその調整がめっき付着量に及ぼす影響も非常に小さいことが判った。したがって、ガスワイピングノズルの位置調整としては、ガスワイピングノズルの水平方向に対する上下方向での傾き角度θを調整することが特に好ましい。
【0015】
本発明を実施するに当たっては、ガスワイピング部近傍に音圧検出用マイクを設置してガスワイピング部からの音波を測定し、この音波を公知のリアルタイム音波解析装置で周波数スペクトラムに変換し、その周波数スペクトラムと上述したような基準値に基づいてガスワイピングノズルの位置調整(好ましくは、ガスワイピングノズルの水平方向に対する上下方向での傾き角度θの調整)を行う。また、このようなガスワイピング部からの音波の周波数スペクトラムの解析とこれに基づくガスワイピングノズルの位置調整は、操業中連続的に行ってもよいし、適宜時間的な間隔をおいて行ってもよい。また、めっき条件の変更時に適宜行ってもよい。
【実施例】
【0016】
溶融亜鉛めっき鋼帯の製造ラインにおいて、ガスワイピングノズルの側方で3m離れた位置に音圧検出用マイクを設置してガスワイピング部からの音波を測定し、この音波をリアルタイム音波解析装置で周波数スペクトラムに変換し、周波数スペクトラムとスプラッシュ欠陥の発生個数との関係を調べた。なお、スプラッシュ欠陥の発生個数は、オンライン欠陥検出器を用い画像処理で欠陥を識別することにより計数した。
溶融亜鉛めっき鋼帯の製造条件は、鋼帯サイズ:板厚1.0mm×板幅1000mm、ライン速度:150mpm、溶融亜鉛めっき浴温:460℃、目標めっき付着量50g/m2とした。また、ガスワイピング条件は、ノズルスリットサイズ:1.0mm×2000mm、ノズルガス圧力:70kPa、ノズル−鋼帯距離:8mm、めっき浴面からのノズル高さ:400mmとした。
この実施例では、図1に示すようなガスワイピングノズルの水平方向に対する上下方向での傾き角度θを調整対象とした。
【0017】
本発明適用前の比較例の操業では、図1に示すガスワイピングノズル1a,1bの傾き角度θをノズル1a:0°、ノズル1b:0°とした。この操業では、スプラッシュ欠陥の発生個数は3.4個/kmであった。
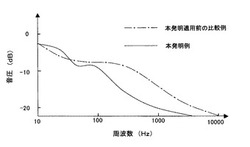
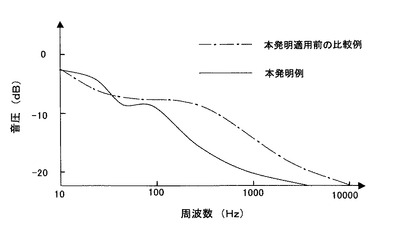
これに対して本発明例では、100Hz以上の周波数領域の音圧強度の最大値:−8dBという基準値を定め、測定された音波の周波数スペクトラムがこの基準値以下となるように、図1に示すガスワイピングノズル1a,1bの傾き角度θを調整した。傾き角度θをノズル1a:−0.4°、ノズル1b:−0.7°(マイナスは、ノズル先端が下向きの傾きを持つことを意味する)に調整した際の周波数スペクトラムを、上記比較例の周波数スペクトラムとともに図2に示す。この本発明例の周波数スペクトラムでは、音圧強度が全体的に低下するとともに、100Hz以上の周波数領域の音圧強度の最大値は−8dBという基準値を下回っている。この結果、スプラッシュ欠陥の発生個数は0.1個/kmと激減した。
【図面の簡単な説明】
【0018】
【図1】ガスワイピングノズルの水平方向に対する傾き角度θを示す説明図
【図2】実施例の本発明例においてガスワイピング部で発生した音波の周波数スペクトラムを、本発明適用前の比較例の周波数スペクトラムとともに示すグラフ
【技術分野】
【0001】
本発明は、溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルから気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法に関するものである。
【背景技術】
【0002】
連続溶融めっきプロセスにおいては、一般に溶融金属が満たされているめっき浴に鋼帯を浸漬させ、この鋼帯をめっき浴から垂直上方に引き上げた後、鋼帯を挟んで対向して設けられたガスワイピングノズルから鋼帯面に気体を吹き付けるガスワイピングが行われる。このガスワイピングにより、余剰な溶融金属が掻き取られてめっき付着量が制御されるとともに、鋼帯表面に付着した溶融金属が板幅方向および板長手方向で均一化される。ガスワイピングノズルは、多様な鋼帯幅に対応するとともに、鋼帯引き上げ時の幅方向の位置ズレなどに対応するため、通常、鋼帯幅より長く構成され、鋼帯の幅端部より外側まで延びている。
【0003】
このようなガスワイピング方式では、鋼帯に衝突した気体噴流の乱れによって鋼帯下方に落下する溶融金属が周囲に飛び散る、いわゆるスプラッシュが発生し、これが鋼帯表面に付着してめっき鋼帯の表面品質の低下を招くという問題がある。
鋼帯の連続処理プロセスにおいて生産量を増加させるには、鋼帯通板速度(ライン速度)を増加させればよい。しかし、連続溶融めっきプロセスにおいてガスワイピング方式でめっき付着量を制御する場合、ライン速度を増加させると、溶融金属の粘性によって鋼帯のめっき浴通過直後の初期付着量が増加するため、めっき付着量を一定範囲内に制御するには、ガスワイピングノズルから鋼帯面に吹き付ける気体圧力をより高圧に設定する必要があり、これによってスプラッシュが大幅に増加し、良好な表面品質を維持できなくなる。
【0004】
上記の問題を解決するため、例えば、以下のような技術が提案されている。
特許文献1には、バッフルプレートを設けるとともに、ガスワイピングノズル下部の金属板エッジ付近に、金属板に付着した溶融めっき金属に働く外力を金属板の幅中心部に向かう方向に変える方向変換手段を設ける技術が示されている。
特許文献2には、ガスワイピングノズルとめっき浴面との間に、鋼帯との間に静圧を発生するためのスリットを備えたヘッダー室を有するエアパッドを設ける技術が示されている。
【0005】
特許文献3には、ガスワイピングノズル下方から後方を経て上方に回り込んで鋼板正面に向かう気流の流速を、ガスワイピングノズル後方に張り出させた整流板によって弱める、および/または、前記気流に乗って運ばれるスプラッシュをガスワイピングノズル上前部に設けた堰により止める技術が示されている。
特許文献4には、主ノズルの上下に、幅方向で3分割以上され、分割部がそれぞれ独立に圧力制御可能な補助ノズル(副ノズル)を設けて気体を噴射することより、主ノズルからの主噴流の広がりを抑え、衝突後鋼板に沿って流れるガスを安定させる技術が示されている。
【0006】
【特許文献1】特開2003−321757号公報
【特許文献2】特開2002−173750号公報
【特許文献3】特開200−328218公報
【特許文献4】特開平10−204599号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、これらの従来技術では、スプラッシュの発生を安定的に低減させることはできない。溶融金属用のガスワイピングノズルのスリットギャップは、一般に縦横比が非常に小さく(アスペクト比=1:2000程度)、このためノズルの加工精度や取付精度がガスワイピングの適否に与える影響が非常に大きい。したがって、ガスワイピングノズル自体の加工精度や取付精度、さらにはライン速度、鋼帯の反り量などの操業条件によって、スプラッシュが発生しにくい最適条件は異なったものとなる。このため、上記従来技術を用いたとしても、スプラッシュの発生を安定的に抑えることは困難である。
【0008】
したがって本発明の目的は、以上のような従来技術の課題を解決し、ガスワイピングノズルを用いてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、鋼帯を高速通板させる場合でもスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造することができ製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明の製造方法の要旨は、以下のとおりである。
[1] 溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
[2]上記[1]の製造方法において、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
[3]上記[1]又は[2]の製造方法において、ガスワイピングノズルの上下方向での傾き角度を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
【発明の効果】
【0010】
本発明によれば、ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波の周波数スペクトラムが予め決められた条件を満足するようにガスワイピングノズルの位置を調整することにより、ガスワイピングノズルの加工精度・取付精度や操業条件などに関わりなく、鋼帯を高速通板させる場合でもスプラッシュの発生を効果的に抑制することができる。
【発明を実施するための最良の形態】
【0011】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う方法において、ガスワイピングにより生じる溶融金属のスプラッシュの多くは、鋼帯エッジ部から発生する(エッジスプラッシュ)。これは以下の理由による。すなわち、鋼帯両側に配置されたガスワイピングノズルから吐出されたガス噴流は、鋼帯センター部では、鋼帯に衝突した後は単独噴流のまま壁面噴流となるのに対し、鋼帯エッジ部では、対向した両ガスワイピングノズルからのガス噴流が衝突することで、当該部分での速度変動が非常に大きくなり、このため鋼帯エッジ部でスプラッシュが非常に発生しやすくなる。
【0012】
ここで、溶融金属のガスワイピング部を観察すると、音が大きく変わることがある。この音の変化は、鋼帯の溶接点が通過するタイミングであったり、ガスワイピング圧力、ガスワイピングノズル−鋼帯間距離、ガスワイピングノズルの上下方向での傾き角度などのワイピング条件が変更されるタイミングであったりする場合が非常に多い。そして、本発明者らがその音とスプラッシュ発生との関係について調査、検討を行った結果、その音の周波数スペクトラムとスプラッシュの発生との間に明確な相関関係があることが判った。このことから、さらに検討を進めた結果、ガスワイピング部で発生する音波の周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することにより、スプラッシュの発生を安定的に抑制できることが判った。
【0013】
このため本発明では、溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整する。
本発明において、予め決められた周波数スペクトラムの条件としては種々のものが考えられるが、例えば、(1)特定周波数領域での音圧強度の最大値、(2)特定周波数領域での音圧強度の積分値、などについて予め基準値を定め、測定値がその基準値以下となるようにするものである。また、周波数スペクトラムの広範な周波数領域の中でも、特に高周波領域とスプラッシュ発生との相関が高いことから、高周波領域において上記(1),(2)の基準値を設定することが好ましい。例えば、上記(1)の場合には、周波数スペクトラムの1000〜5000Hzの周波数領域での音圧強度の最大値が基準値(例えば、−20dB)以下となるようにし、上記(2)の場合には、周波数スペクトラムの3000Hz以上の周波数領域の音圧強度の積分値が基準値(例えば、−20dB)以下となるようにする。
【0014】
ガスワイピング部で発生する音波の周波数スペクトラムの変動要因としては、例えば、ライン速度、板形状(例えば、浴中サポートロールの押込み量、電磁力や気体力を用いた形状制御量に基づく板形状)、ガスワイピング圧力、ガスワイピングノズル−鋼帯間距離、ガスワイピングノズルの上下方向での傾き角度などのワイピング条件が考えられる。しかし、上記ライン速度、ガスワイピングノズル−鋼帯間距離、ガスワイピング圧力などを変更するとめっき付着量が変化するため、制御が複雑化してしまう。このため本発明では、ガスワイピングノズルの位置を制御(調整)対象とする。また、ガスワイピングノズルの位置調整の中でも、図1(図中、S:鋼帯)に示すようなガスワイピングノズル1a,1bの水平方向に対する上下方向での傾き角度θを調整することが、特に周波数スペクトラムを制御する上で有効であり、且つその調整がめっき付着量に及ぼす影響も非常に小さいことが判った。したがって、ガスワイピングノズルの位置調整としては、ガスワイピングノズルの水平方向に対する上下方向での傾き角度θを調整することが特に好ましい。
【0015】
本発明を実施するに当たっては、ガスワイピング部近傍に音圧検出用マイクを設置してガスワイピング部からの音波を測定し、この音波を公知のリアルタイム音波解析装置で周波数スペクトラムに変換し、その周波数スペクトラムと上述したような基準値に基づいてガスワイピングノズルの位置調整(好ましくは、ガスワイピングノズルの水平方向に対する上下方向での傾き角度θの調整)を行う。また、このようなガスワイピング部からの音波の周波数スペクトラムの解析とこれに基づくガスワイピングノズルの位置調整は、操業中連続的に行ってもよいし、適宜時間的な間隔をおいて行ってもよい。また、めっき条件の変更時に適宜行ってもよい。
【実施例】
【0016】
溶融亜鉛めっき鋼帯の製造ラインにおいて、ガスワイピングノズルの側方で3m離れた位置に音圧検出用マイクを設置してガスワイピング部からの音波を測定し、この音波をリアルタイム音波解析装置で周波数スペクトラムに変換し、周波数スペクトラムとスプラッシュ欠陥の発生個数との関係を調べた。なお、スプラッシュ欠陥の発生個数は、オンライン欠陥検出器を用い画像処理で欠陥を識別することにより計数した。
溶融亜鉛めっき鋼帯の製造条件は、鋼帯サイズ:板厚1.0mm×板幅1000mm、ライン速度:150mpm、溶融亜鉛めっき浴温:460℃、目標めっき付着量50g/m2とした。また、ガスワイピング条件は、ノズルスリットサイズ:1.0mm×2000mm、ノズルガス圧力:70kPa、ノズル−鋼帯距離:8mm、めっき浴面からのノズル高さ:400mmとした。
この実施例では、図1に示すようなガスワイピングノズルの水平方向に対する上下方向での傾き角度θを調整対象とした。
【0017】
本発明適用前の比較例の操業では、図1に示すガスワイピングノズル1a,1bの傾き角度θをノズル1a:0°、ノズル1b:0°とした。この操業では、スプラッシュ欠陥の発生個数は3.4個/kmであった。
これに対して本発明例では、100Hz以上の周波数領域の音圧強度の最大値:−8dBという基準値を定め、測定された音波の周波数スペクトラムがこの基準値以下となるように、図1に示すガスワイピングノズル1a,1bの傾き角度θを調整した。傾き角度θをノズル1a:−0.4°、ノズル1b:−0.7°(マイナスは、ノズル先端が下向きの傾きを持つことを意味する)に調整した際の周波数スペクトラムを、上記比較例の周波数スペクトラムとともに図2に示す。この本発明例の周波数スペクトラムでは、音圧強度が全体的に低下するとともに、100Hz以上の周波数領域の音圧強度の最大値は−8dBという基準値を下回っている。この結果、スプラッシュ欠陥の発生個数は0.1個/kmと激減した。
【図面の簡単な説明】
【0018】
【図1】ガスワイピングノズルの水平方向に対する傾き角度θを示す説明図
【図2】実施例の本発明例においてガスワイピング部で発生した音波の周波数スペクトラムを、本発明適用前の比較例の周波数スペクトラムとともに示すグラフ
【特許請求の範囲】
【請求項1】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、
ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
【請求項2】
周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整することを特徴とする請求項1に記載の溶融金属めっき鋼帯の製造方法。
【請求項3】
ガスワイピングノズルの上下方向での傾き角度を調整することを特徴とする請求項1又は2に記載の溶融金属めっき鋼帯の製造方法。
【請求項1】
溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、
ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、ガスワイピングノズルの位置を調整することを特徴とする溶融金属めっき鋼帯の製造方法。
【請求項2】
周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整することを特徴とする請求項1に記載の溶融金属めっき鋼帯の製造方法。
【請求項3】
ガスワイピングノズルの上下方向での傾き角度を調整することを特徴とする請求項1又は2に記載の溶融金属めっき鋼帯の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2007−308778(P2007−308778A)
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2006−140964(P2006−140964)
【出願日】平成18年5月20日(2006.5.20)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成18年5月20日(2006.5.20)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]