
Fターム[4K027AC29]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 基材表面とメッキ浴との接触 (221) | 浴槽内の浴面平均高さより上でのもの (27) | 界面吸い上げによるもの (20)
Fターム[4K027AC29]に分類される特許
1 - 20 / 20
溶融金属めっき浴用軸受装置
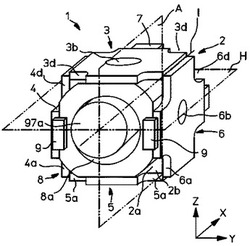
【課題】めっき浴に浸漬した際に軸受装置の内部に侵入しためっき浴が、当該軸装置の引上げ時に円滑に流出することが可能な軸受装置を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部を回転自在に支承する溶融金属めっき浴用軸受装置9であって、一端から前記軸部が挿入される挿入部8aを有するセラミックス製の軸受8と、一方の開口を遮るように配置された部材を有するとともに他方の開口を通じて前記軸受が収納される中空部2aを有する金属製の収納部材2とを備え、前記収納部材は、その中空部の底面に開口する溶融金属めっき浴の排出口を有することを特徴とする溶融金属めっき浴用軸受装置1である。
(もっと読む)
溶融金属めっき鋼板の製造装置

【課題】従来よりも容易に制御パラメータを調整できる溶融金属めっき鋼板の製造装置を提供する。
【解決手段】溶融金属めっきが付着した鋼板11の表面に気体を吹き付ける表側ノズル16と、鋼板11の裏面に気体を吹き付ける裏側ノズル17と、鋼板11と表側ノズル16との間の表側ギャップ及び鋼板11と裏側ノズル17との間の裏側ギャップをそれぞれ操作量とし、制御モデルに基づいて鋼板11のめっき付着量をフィードフォワード制御又はフィードバック制御するための制御装置20とを備えた溶融金属めっき鋼板の製造装置10であって、制御モデルは、次式で表される。
CW = α×D
ここで、CWはめっき付着量、Dはノズルギャップ、αはラインスピード(LS)と表側ノズル16又は裏側ノズル17が吹き付ける気体の圧力(P)とによって決まる係数である。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】自動車用外装パネル類の使用にも耐え得る優れた表面性状を有する合金化溶融亜鉛めっき鋼板を製造することが可能な、合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01%以下、S:0.02%以下、N:0.0050%以下、及び、Ti:0.01%以上0.10%以下を含有し、Ti*=Ti−48×(N/14+S/32+C/12)が0.00よりも大きい鋼板を、還元炉を備えた連続式溶融亜鉛設備を用いて合金化溶融亜鉛めっき鋼板を製造する方法において、鋼板の温度が少なくとも600℃以上再結晶温度以下であるときに還元性雰囲気の露点が−35℃以上−5℃以下である還元炉の領域で鋼板を3秒以上加熱する工程、を有することを特徴とする、合金化溶融亜鉛めっき鋼板の製造方法とする。
(もっと読む)
ノズル位置制御装置及び方法
【課題】ワイピングノズル位置での金属帯の振動を抑制することで、当該振動による溶融金属の目付量のバラツキを低減する連続めっき装置及び方法を提供する。
【解決手段】連続溶融めっき装置1において、めっき浴3から鉛直方向に引き上げられた金属帯2の表面に気体を吹き付けるワイピングノズル9の位置を制御するために、所定の可動範囲内でワイピングノズル9を鉛直方向に移動する移動機構30と、金属帯2に隣接して配置され、金属帯2の振幅を検出する検出部20と、検出部20の検出結果に基づいて、ワイピングノズル9の可動範囲内で金属帯2の振幅が許容値以下となる垂直位置を決定し、移動機構30を制御してワイピングノズル9を当該垂直位置に移動させる制御部40を設ける。
(もっと読む)
ガスワイピング装置
【課題】電磁力により非接触で鋼板の反りを矯正中においても、鋼板の反り量を計測することのできるガスワイピング装置を提供する。
【解決手段】溶融めっき1浴中に連続した鋼板2を侵入させつつ、溶融めっき浴1中に配置したシンクロール3で鋼板2を上向きに方向転換させ、鋼板2に対して浴中ロール4a,4bを両側から接触させた後、溶融めっき1浴中から引き上げた鋼板2に対してワイピングノズル5からガスを吹きつけて余分な溶融金属を払拭するガスワイピング装置において、ワイピングノズル5の上部に、鋼板2に対して電磁力により非接触で反りを矯正させる制振装置8を設置し、制振装置8による鋼板2の弾性変形が減衰する位置に、鋼板2の位置を少なくとも3箇所以上計測可能な1つ以上の距離センサ9を設けた。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量の制御を行う際に、鋼帯の通板速度に関わりなくスプラッシュによるめっき表面欠陥の発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、ガスワイピングノズルからガスを吹き付けてめっき付着量の制御を行う溶融金属めっき鋼帯の製造方法において、ガスワイピング部で発生する音波を測定して周波数スペクトルに変換し、予め決められた周波数領域に周波数スペクトルのピークが現れないように、ワイピングノズルの設定条件を調整してスプラッシュ発生源となるガスワイピング振動を制御する。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
樹脂被覆鋼板およびその製造方法
【課題】優れた表面外観を有する樹脂被覆鋼板およびその製造方法を提供する。
【解決手段】樹脂被覆鋼板を構成する溶融Zn−Al系合金めっき鋼板は、鋼板の少なくとも一方の表面に、Al:1.0〜10質量%、Mg:0.2〜1.0質量%、Ni:0.005〜0.1質量%を含有し、残部がZnおよび不可避的不純物からなる溶融Zn−Al系合金めっき層を有する。その製造方法では、鋼板を溶融Zn−Al系合金めっき浴に浸漬した後、該めっき浴から引き上げて冷却するに際し、めっき浴から引き上げられた鋼板の250℃までの冷却速度を1〜15℃/秒とする。
(もっと読む)
アルミニウム合金鋳物の製造方法
【課題】アルミニウム合金鋳物の延性等の金属特性を向上させることができるアルミニウム合金鋳物の製造方法を提供する。
【解決手段】アルミニウム合金鋳物Wに溶体化処理する工程S12と、該溶体化した状態を維持しつつ、アルミニウム合金鋳物Wの表面が、純アルミニウムの溶湯Lに浸漬される浸漬表面fdと、溶湯Lに浸漬されない非浸漬表面fnとからなるように、アルミニウム合金鋳物Wを溶湯Lに浸漬する工程S13と、非浸漬表面fnの少なくとも一部に面した空間S内に負圧を発生させて、非浸漬表面fnの少なくとも一部から溶体化した状態のアルミニウム合金鋳物W内の晶出物を空間Sに吸い出すと共に浸漬表面fdから溶湯Lをアルミニウム合金鋳物W内に吸い込むことにより、アルミニウム合金鋳物W内の晶出物を純アルミニウムに置換する工程S14と、を少なくとも含んでなる。
(もっと読む)
高温強度に優れた二輪車排ガス経路部材用Al系めっき鋼板および部材
【課題】優れた耐赤スケール性、めっき被覆層の耐剥離性、成形性、低温靭性を具備した安価で高温強度の高いAl系めっき鋼板を提供する。
【解決手段】質量%で、C:0.02%以下、Si:2%以下、Mn:2%以下、Cr:5〜25%、Nb:0.1超え〜1%、Ti:0.3%以下、N:0.02%以下であり、さらに必要に応じてNi:0.6%以下、Al:0.2%以下、Mo:3%以下、Cu:3%以下、W:3%以下、V:0.5%以下、Co:0.5%以下、B:0.01%以下の1種以上を含有し、残部がFeおよび不可避的不純物である鋼板を基材とし、前記基材を溶融Al系めっき浴に浸漬することにより、平均厚さ3〜20μmの溶融めっき層を表面に形成した高温強度・耐赤スケール性に優れた二輪車排ガス経路部材用Al系めっき鋼板。
(もっと読む)
合金化炉設備
【課題】通板時間や加熱板温などの条件に応じて保持帯での板温を広い範囲で制御することができ、しかも過大な設備コストを要しない合金化炉設備を提供する。
【解決手段】溶融亜鉛めっき設備4の直後に配置された合金化炉設備についての発明であり、加熱帯1の直後に配置される保持帯2に加熱手段と冷却手段とを併せ持たせ、合金化ヒートパターンに応じて保熱と徐冷の切り替えが可能とする。同一の設備により、各種の合金化ヒートパターンでの合金化処理を行わせることができる。加熱手段は、保持帯長手方向に複数設置することが好ましい。
(もっと読む)
溶融めっき設備
【課題】停電が発生したときに、製造中の鋼板が酸化劣化する被害を最小限に抑える。
【解決手段】鋼板Sは、導入室120内のデフレクタロール122を経てチャネル112に導入され、本体容器111内を下方から上方に移動する。このとき、溶融金属Mが鋼板Sに付着してめっきが行われる。導入室120及び導入通路121は、不活性ガスが充満されており、鋼板Sの酸化劣化を防止している。停電が発生すると、雰囲気遮断装置130のシール板131a,131bが近接して鋼板Sを挟み、このようにして閉じたシール板131a,131bにより、導入室120内が下流側空間120aと上流側空間120bとに区画される。このため、溶融金属Mが流出した後は、下流側空間120aには大気が流入するが、上流側空間120b側には大気が流入せず、上流側空間120bよりも上流側の鋼板Sは、大気に晒されることなく酸化劣化されることから防止される。
(もっと読む)
連続溶融亜鉛めっき装置。
【課題】 スナウト内の浮遊ドロス等の異物が鋼板表面に付着しないようにし、表面欠陥の無い高品質のめっき鋼板を製造できる連続溶融亜鉛めっき装置の提供。
【解決手段】 スナウトを通じて溶融亜鉛めっき浴に浸漬される鋼板を、めっき浴面を含む上下の位置で、鋼板との距離を開けて挟み込むように設置されたガイド板と、該ガイド板の中央より溶融亜鉛を吐出させるためのポンプ及び噴射ノズルとを備え、そして、該ガイド板の端部で溶融亜鉛及びめっき浴上の浮遊物を吸引させるためのポンプ及び吸引ノズルを備えていることを特徴とする連続溶融亜鉛めっき装置。
(もっと読む)
ガスワイピングノズル
【課題】危険性を伴うことなく、かつ、金属帯の品質への悪影響を及ぼすことがなく、ノズル肉厚の薄肉化に対応してコンパクトな構成でノズル表面を冷却して亜鉛等の金属詰まりを防止することができるガスワイピングノズルを提供する。
【解決手段】ガスワイピングノズルは、ガスワイピングノズル本体2と、このガスワイピングノズル本体2の先端部に設けられ、通電することによりガスワイピングノズル本体2の先端部の表面を冷却するペルチェ素子3とを具備する。
(もっと読む)
メッキ付着量制御用圧縮空気の圧力制御方法および装置
【課題】 メッキ付着量制御用弁を高応答にすることにより、付着量変更時の付着量過不足部分を極力短くすること。
【解決手段】 コンプレッサーからの圧縮空気をレシーバータンクに溜め、そこから主管,分岐管を経て、ノズルヘッダーへ圧縮空気を供給する。PIC制御で、レシーバータンクの元圧、主管の一次圧力および分岐管の二次圧力を各々設定圧になるように制御する。また、鋼板の一方面および他方面に対して設けられた各々の二次圧力計の圧力値を平均し、該平均値と設定値との差の絶対値が設定値Xと等しいか、それより大か否か判断する。該ステップがNOなら、PIC制御を継続する。YESなら、PIC制御を切る。次に各弁に対して予め記憶させてある圧力に対する弁開度の関係線に基づいて、前記ステップ時での圧力値に対する弁開度を求め、該求められた弁開度になるように各弁の駆動源に信号を出力する。
(もっと読む)
溶融金属めっき装置
【課題】ドロスの発生を抑制しドロスのメインポットへの混入を抑制する、優れためっき品質を有する製品を得るための連続溶融金属めっき装置を提供する。
【解決手段】メインポット3内には、鋼板Sがプリメルトポット側の斜め上方からメインポット3内に進入するようにスナウト1を、進入してきた鋼板Sが方向転換後メインポット3から引き上げられるようにシンクロール2をそれぞれ配し、プリメルトポット5内には、鋼板Sに付着して減少するめっき金属を補うために金属インゴット4を配している。さらに、前記メインポット3と前記プリメルトポット5を同一浴面にて連接する流路9を備え、前記メインポット3の一部から流路9を経て前記プリメルトポット5の一部までの浴面にはカバー6を配している。また、好ましい構造として、プリメルトポット5内もしくは流路9内に、少なくとも一つ以上の仕切板7を配している。
(もっと読む)
溶融メッキ浴槽のスナウト内の清浄装置
【課題】溶融メッキラインのスナウト内壁面に付着するアッシュによるストリップの品質異常を抑制できる装置を提供する。
【解決手段】メッキ浴槽P1の溶融金属内に設置されたシンクロールP2に案内された鋼帯Aが、スナウトP4に囲まれて斜め上方から下方に導入され、次いで上方に導出されるよう構成される。スナウトP4内の液面に、鋼帯Aの近くでその幅方向に沿う液流れが生ずるように、一対の吐出口と吸い込み口および吐出管路と吸い込み管路が設けられる。前記吐出管路は鉛直またはそれに近い状態で立ち上がる。鋼帯Aを囲む前記スナウトP4の水平断面において、鋼帯Aが浴槽P1から立ち上がり出て行く部分に近い出側壁に対向する入側壁は、前記吐出管路に近い部分において、該吐出管路の立ち上がり部分の回りに空間を確保するように、下端から湯面近くまでほぼ鉛直に立ち上がっている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングを施すことによってめっき付着量を均一にし、かつ外観性状を改善するとともに、生産性を向上できる溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】鋼帯の両側に配設されたスリットノズルから斜め下方にガスを噴射し、各スリットノズルのガス噴射口におけるガスの噴射方向と水平面とのなす傾斜角αを同一とし、かつ各スリットノズルのガス噴射口と溶融金属の浴面との距離Hを同一とし、傾斜角αを0.9〜2.0°とする。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングによるスプラッシュの発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、好ましくは、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整する。
(もっと読む)
1 - 20 / 20
[ Back to top ]