
Fターム[4K027AA02]の内容
溶融金属による被覆 (10,875) | メッキ基材(被メッキ材) (2,997) | メッキ基材の形態上の特徴 (1,774) | 無限長材 (575)
Fターム[4K027AA02]に分類される特許
1 - 20 / 575
溶融亜鉛めっき鋼板の合金化処理装置および合金化制御方法
溶融亜鉛めっき鋼板の合金化処理装置
連続溶融亜鉛めっき鋼板の製造設備及び製造方法
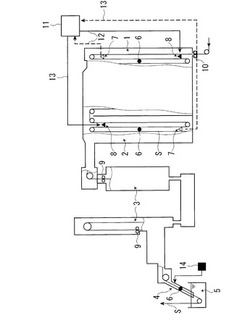
【課題】溶融亜鉛めっき鋼板製造技術において、めっき製品品質とめっき性とを共に高位安定に確保する方法を提供する。
【解決手段】加熱帯1、均熱帯2、冷却帯3の中の少なくとも何れか1ゾーンに露点計6と炉内ガスの吸出口7及び吹込口8とを設け、これらを炉外に設けたリファイナー11と接続して該接続したゾーン毎に独立に前記リファイナーとのガス循環路12,13を形成し、該形成したガス循環路毎に、接続したゾーンの露点計測値が目標露点と一致するように前記リファイナーが動作し、且つスナウト4に露点計6と同スナウト内4を加湿する加湿器14とを設け、前記スナウトの露点計測値が該スナウトの目標露点と一致するように前記加湿器が動作する構成とする。
(もっと読む)
溶融金属めっき方法および溶融金属めっき装置

【課題】 ガスワイピング法を用いた溶融金属めっきラインにおいて、ワイピング後のストリップにめっき金属飛沫が付着するのを抑制するとともに、生産設備に関する煩雑なメンテナンス作業を要しない溶融金属めっき方法および溶融金属めっき装置を提供する。
【解決手段】 めっき金属浴内から連続的にストリップを引き出し、該ストリップ面に付着した余剰のめっき金属をワイピングノズルから前記ストリップ面に向けて噴射されるガスによって絞り落としてめっき金属付着量を調整することからなるガスワイピング法を用いて溶融金属めっきを施すに際し、前記ストリップを垂直に支持する浴上サポートロールを前記ワイピングノズルの上方に配設し、前記ワイピングノズルの配設位置から上方に前記ストリップ面に沿って前記浴上サポートロールの配設位置まで遮蔽ネットを設けるとともに、前記ワイピングノズルと前記めっき金属浴の浴面との間に整流板を設けることにより、溶融金属めっき時にめっき金属飛沫が前記ストリップ面に付着することを防止する。
(もっと読む)
接着強度に優れた合金化溶融亜鉛めっき鋼板とその製造方法
【課題】接着強度に優れた合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.50%、Mnを0.01〜3.0%含有し、さらに、Si:3.0%以下、Al:2.0%以下、Cr:2.0%以下の1種又は2種以上を含有し、Mn+Si+Al+Cr:0.4%以上で、残部Fe及び不可避的不純物からなる鋼板1の表面に、Fe:7〜15%、Al:0.01〜1%、残部Zn及び不可避的不純物からなるめっき層2を有する合金化溶融亜鉛めっき鋼板において、(x)上記めっき層の鋼板側が、(x1)Mn、Si、Al、及び、Crの酸化物の1種又は2種以上、及び/又は、(x2)Mn、Si、Al、及び、Crの2種以上からなる複合酸化物の1種又は2種以上を内包するZn−Fe合金相であり、(y)上記めっき層2の表層が、上記酸化物及び/又は複合酸化物を内包しないζ相を含むZn−Fe合金相である。
(もっと読む)
加工性に優れた高強度鋼板およびその製造方法
【課題】980MPa以上のTS、24000MPa・%以上のTS×ELを有する加工性に優れた高強度鋼板の製造方法を提供する。
【解決手段】成分組成が、質量%でC:0.03%以上0.35%以下、Si:0.5%以上3.0%以下、Mn:3.5%以上10.0%以下、P:0.1%以下、S:0.01%以下、N:0.008%以下を含有し、残部がFeおよび不可避的不純物からなる鋼スラブを、熱間圧延後、Ar1変態点〜Ar1変態点+(Ar3変態点−Ar1変態点)/2で巻き取り、200℃以下まで冷却した後、Ac1変態点−200℃〜Ac1変態点の温度域に加熱して30分以上保持し、その後、酸洗し、20%以上の圧下率で冷間圧延を施した後、Ac1変態点〜Ac1変態点+(Ac3変態点−Ac1変態点)/2の温度域に加熱して30s以上保持することを特徴とする加工性に優れた高強度鋼板の製造方法。
(もっと読む)
めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法
【課題】めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C: 0.05%以上、0.4%以下、Si:0.01%以上、3.0%以下、Mn:0.1%以上、3.0%以下、P: 0.04%以下、S:0.05%以下、N: 0.01%以下、Al: 0.01%以上、2.0%以下、Si +Al>0.5%を含有し、残部Fe及び不可避的不純物からなり、ミクロ組織が、体積分率で主相としてフェライトを40%以上含有し、オーステナイトを8%以上含有した上、3種類のマルテンサイト[1][2][3]の1種または2種以上とベイナイトを含有し、パーライトの含有率が10〜0%である鋼板の表面に、Feを7質量%未満含有し、残部がZn、Alおよび不可避的不純物からなる溶融亜鉛めっき層を有することを特徴とする引張強度980MPa以上有するめっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
太陽電池用リード線の製造方法及び設備
【課題】0.2%耐力の低減処理がメッキ処理のための予熱処理を兼ねた太陽電池用リード線の製造方法及び設備を提供する。
【解決手段】太陽電池用リード線の製造設備は、メッキ槽32中に設けたターン用搬送ロール11、メッキ槽32よりも上流に設けた送り出し用搬送ロール12及びメッキ槽32よりも下流に設けた引上げ用搬送ロール13によって搬送経路に沿って線条の基材wを搬送する搬送機構10と、搬送機構10によって搬送される線条の基材wのうち、送り出し用搬送ロール12とターン用搬送ロール11との間の部分を加熱する加熱部20と、給電部20及び搬送機構10を制御する制御部40とを備える。制御部40が搬送機構10による基材wの搬送速度と加熱部20からの通電量を制御することで、搬送機構10で搬送される線条の基材wを給電部20からの通電により0.2%耐力を低減し、予熱状態のままでメッキ液に浸漬しメッキ処理を施す。
(もっと読む)
引張強度980MPa以上の成形性に優れた溶融亜鉛めっき鋼板とその製造方法
【課題】成形性に優れた溶融亜鉛めっき鋼板(合金化溶融亜鉛めっき鋼板を含む)とその製造方法を提供する。
【解決手段】質量%でC:0.05〜0.4%、Si:0.01〜3.0%、Mn:0.1〜3.0%、P:0.04%以下、S:0.05%以下、N:0.01%以下、Al:0.01〜2.0%、Si+Al>0.5%を含み、残部Fe及び不可避的不純物からなる鋼片を、1200℃以上に加熱し、Ar3変態点以上で熱間圧延を完了し、700℃以下で巻き取り、酸洗、圧下率40〜70%の冷延後、730〜900℃にて焼鈍し,650〜750℃まで0.1〜20℃/秒で一次冷却し、さらに、この温度から450℃以下まで20℃/秒以上で冷却して、350〜450℃で120秒以上保持し、冷却、酸洗後、鋼板の表面層を0.1μm以上研削除去し、Niを0.2〜2g/m2プレめっきし、10℃/秒以上で、(亜鉛めっき浴温度−40)℃〜(亜鉛めっき浴温度+50)℃に加熱し、その後、亜鉛めっき浴中で亜鉛めっきを施し、又は、亜鉛めっき後に470〜600℃で合金化処理を行う。
(もっと読む)
溶融金属めっき浴中ロールの表面付着物除去装置および除去方法
【課題】溶融金属めっき浴中に配置したロールの表面に形成されている溶射皮膜の損傷を抑制することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置および除去方法を提供する。
【解決手段】溶融金属で形成されているめっき浴2中に配置したサポートロール4の表面に接触する研磨部20を備える、溶融金属めっき浴中ロールの表面付着物除去装置1であって、研磨部20を加熱する加熱量制御手段16を備えて形成される研磨部加熱手段を備え、研磨部加熱手段は、サポートロール4の回転速度に応じて研磨部20の加熱量を変化させる。
(もっと読む)
金属連続体の溶融浸漬被覆装置
【課題】 本発明の課題は、電磁閉鎖を行う場合に浸漬浴を静止したままにし、それによって被覆の質を高める他の手段を提供することである。
【解決手段】 金属連続体1″′を溶融浸漬被覆するための装置であって、この装置が、 −溶融した被覆金属2″′を収容する容器3″′を備え、この容器を通って前記金属連続体1″′が垂直に案内され、 −金属連続体の搬送方向Rでこの容器の手前に接続配置された案内通路4″′を備え、この案内通路の領域内において、少なくとも2個のインダクタ5が、被覆金属2″′を容器3″′内に保持するために、金属連続体1″′の両側において配置され且つこの容器から間隔をあけられており、
その際、少なくとも2つの管11が、被覆金属2″′の側方からの供給のために備えられており、これら管が、インダクタ5の垂直方向の高さHの半分の高さH/2において、水平方向に前記案内通路4″′内へと開口している。
(もっと読む)
加工性に優れた薄鋼板およびその製造方法
【課題】実際のプレス成形において良好な成形性を得ることができる、加工性に優れた薄鋼板を提供する。
【解決手段】質量%で、C:0.01%以下、Si:0.2%以下、Mn:0.5%以下、P:0.04%以下、S:0.001以上0.03%以下、N:0.01%以下、Al:0.1%以下、Ti:0.02%以上0.1%以下を含有し、残部はFeおよび不可避的不純物の組成とし、さらに鋼中に、平均粒子径が10nm以上のTi4C2S2を体積率で0.005〜0.5%の範囲で分散させる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】通常通板速度だけでなく、通板速度を高めた場合においても、スプラッシュ欠陥の発生を長期間抑制し、表面品質に優れる溶融金属めっき鋼帯を安定製造できるようにする。
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、鋼帯Sを挟んでその両面に対向配置したワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングノズル1の上方あるいは背面に、複数の開口部を有し、正電荷または負電荷に帯電した第1の帯電構造体2を、鉛直方向の高さ位置がワイピングノズル上面から浴上サポートロールの高さ位置までの領域内にあるようにして、鋼帯幅方向に延在させて設置したことを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
溶融金属めっき浴用軸受装置
【課題】めっき浴に浸漬した際に軸受装置の内部に侵入しためっき浴が、当該軸装置の引上げ時に円滑に流出することが可能な軸受装置を提供する。
【解決手段】溶融金属めっき浴中に浸漬される回転体の軸部を回転自在に支承する溶融金属めっき浴用軸受装置9であって、一端から前記軸部が挿入される挿入部8aを有するセラミックス製の軸受8と、一方の開口を遮るように配置された部材を有するとともに他方の開口を通じて前記軸受が収納される中空部2aを有する金属製の収納部材2とを備え、前記収納部材は、その中空部の底面に開口する溶融金属めっき浴の排出口を有することを特徴とする溶融金属めっき浴用軸受装置1である。
(もっと読む)
金属帯の安定装置および溶融めっき金属帯の製造方法
【課題】振動抑制用コイルと位置矯正用コイルとの間の誘導電流による振動抑制能力の低下を回避することができる金属帯の安定装置を提供する。
【解決手段】本発明に係る金属帯の安定装置は、オンライン走行中の金属帯2の変位を測定する非接触変位センサと、非接触変位センサからの信号を入力して、振動抑制信号と位置矯正信号とを出力する制御部5と、制御部5から出力される振動抑制信号に従い磁力を発生する振動抑制用コイル7aと、制御部5から出力される位置矯正信号に従い磁力を発生する、振動抑制用コイル7aよりも巻数の多い位置矯正用コイル7bと、振動抑制用コイル7aと位置矯正用コイル7bとが同心に巻かれ、振動抑制用コイル7aおよび位置矯正用コイル7bが発生する磁力を金属帯2へ導くコア6と、位置矯正用コイル7bに給電する電気回路に直列に設けられた誘導電流対策用コイル13aとを備える。
(もっと読む)
溶融めっき装置
【課題】堆積したボトムドロスの除去作業の効率を落とすことなく、しかも高速で被めっき帯を搬送してもボトムドロスの巻き上がりを抑制可能とする。
【解決手段】連続して搬送される被めっき帯10を、浴槽1に収容した溶融金属2の浴内に連続して浸漬させ、シンクロール3によって搬送方向を上方に転換し、サポートロール4で矯正した後に浴外へ引き出す溶融めっき装置である。上面視で上記シンクロール3と重ならない位置において、上記シンクロール3と上記サポートロール4との間に位置する被めっき帯10と対向配置する整流板20を設け、その整流板20によって、上記被めっき帯10にサポートロール4が接触することで変更された随伴流R3の流れを、上記シンクロール3の下部側若しくは、当該シンクロール3と浴槽1底面1cとの間に誘導する。
(もっと読む)
溶融はんだめっき撚線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅撚線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき撚線の製造方法を提供する。
【解決手段】不可避的不純物を含む銅と、2mass ppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、N、Mn、Ti、Crの少なくとも一種の添加元素と、を含む希薄銅合金材料に対して伸線加工を施して伸線材2aを作製する伸線工程Aと、該伸線材2aを複数本用意し、これらを撚り合わせることにより撚線9を作製する撚線工程Aと、撚線9を溶融はんだめっき槽に浸漬することで伸線材2aの表面にめっき層を形成する溶融はんだめっき工程Cとを備え、溶融はんだめっき工程Cの熱量によって伸線材2aを軟質銅線に変質させるものである。
(もっと読む)
溶融めっき冷延鋼板の製造方法
【課題】延性、加工硬化性、伸びフランジ性に優れ、引張強度が750 MPa以上の高張力冷延鋼板を製造する。
【解決手段】質量%で、C:0.10%超0.25%未満、Si:0.50%超2.0%未満、Mn:1.50%超3.0%以下、P:0.050%未満、S:0.010%以下、sol. Al:0.50%以下およびN:0.010%以下である化学組成を有するスラブに、最終1パスの圧下量が15%超で(Ar3点+30℃)以上かつ810℃以上の温度域で圧延を完了する熱間圧延を施し、圧延完了後0.6秒以内に720℃以下まで冷却し、400℃超の温度域で巻取るか、400℃以下の温度域で巻取って300℃以上Ac1点未満で焼鈍を施す。得られた熱延鋼板を冷間圧延後、(Ac3点−40℃)以上で均熱し、550℃以下300℃以上まで冷却し、30秒以上保持して焼鈍し、溶融めっきを施し、主相が低温変態生成相で第二相に残留オーステナイトを含む金属組織を鋼板が有する溶融めっき冷延鋼板を製造する。
(もっと読む)
Al−Zn合金めっき鋼板とその製造方法および製造装置
【課題】設備寿命の大幅な短縮や生産性の低下、および大幅なコストアップを招くこと無く、加工性および耐食性に優れたAl−Zn合金めっき鋼板を得る。
【解決手段】めっきポットから引き上げた鋼板の表面に付着した溶融めっきに対して、300℃/sec以上の冷却速度による急冷処理を施して、溶融めっきを急速に凝固させることにより、めっき層を形成する。これにより、めっき層中のSi粒子を微細化して、Si粒子に起因して発生するクラックを微細化することができる。さらに、金属組織を微細化して、Znリッチ相の層数を増やして、クラックの周囲でZnの犠牲防食効果を長期にわたって発揮させることができる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】薄め付けを可能とする溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】鋼帯を、溶融金属めっき浴槽内のめっき浴に連続的に浸漬してめっきを行った後、めっき浴から引き上げ、鋼帯表面に付着した溶融金属の付着量をワイピングノズルから噴射されるガス噴流により調整する溶融金属めっき鋼帯の製造方法において、ワイピングノズル上方に補助スリットノズルを設置してワイピングガスの鋼帯に随伴して上昇する流れに対するカウンター流を供給すると共に、前記ワイピングガスのノズル噴出し口における温度を前記溶融金属の融点以上とし、かつ前記補助スリットノズルのノズル噴出し口におけるガス温度を前記溶融金属の融点より100℃以上低くする。
(もっと読む)
1 - 20 / 575
[ Back to top ]