
Fターム[4K043CB06]の内容
ストリップ・線材の熱処理 (4,781) | 冷却手段 (202) | 冷却された固体接触による冷却 (16) | 冷却ロールによるもの (10)
Fターム[4K043CB06]に分類される特許
1 - 10 / 10
ステンレス鋼箔ストリップの連続式光輝熱処理方法および水平型連続光輝焼鈍炉

【課題】
冷却中にマルテンサイト変態を伴うステンレス鋼ストリップの焼入れ熱処理を施す際に、温度不均一に伴うマルテンサイト変態の不均一によって引き起こされる板形状の崩れを極めて効果的に防止することができ、形状のよい焼入れステンレス鋼箔ストリップを安定して連続的にかつ大量に生産することが可能なステンレス鋼箔ストリップの連続式光輝熱処理方法およびこの方法を行うことが出来る水平型連続光輝焼鈍炉を提供する。
【解決手段】
加熱帯および冷却帯を順次直列に備えた水平型連続光輝焼鈍炉を用いて行う冷却中にマルテンサイト変態を伴うステンレス鋼箔ストリップの焼入れ熱処理において、長手方向に張力を付与されつつ加熱帯を搬送され加熱されたストリップが、冷却帯の冷却ロールに接している間にマルテンサイト変態を実質的に完了させ、板形状を矯正しつつ焼入れを行うことを特徴とする。
(もっと読む)
冷却ロール装置

【課題】従来の冷却ロール装置は、熱交換器での冷媒の冷却量を制御することにより冷却ロールの金属帯の冷却能力が制御されるので、冷却対象である金属帯が変更された場合に、金属帯の冷却不足が生じる可能性がある。
【解決手段】本発明による冷却ロール装置では、入側冷媒流路2は、第1供給流路21、第1供給制御バルブ22、第2供給流路23、及び第2供給制御バルブ24を有している。第1供給制御バルブ22が開かれると、第1供給流路21から冷却ロール1に工業用水8aが直接供給され、第2供給制御バルブ24が開かれると、出側冷媒流路3を流れる排出冷媒7との間で熱交換が行われることで加温された加温冷媒8bが冷却ロール1に供給される。
(もっと読む)
金属ストリップの冷却装置及び冷却方法
【課題】設備コストやランニングコストの低減が可能であると共に、設備スペースも狭めることが可能な金属ストリップの冷却装置及び冷却方法を提供する。
【解決手段】長尺な金属ストリップSをその長さ方向に送って連続的に冷却処理する金属ストリップの冷却装置において、円筒体状に形成され、金属ストリップの長さ方向に複数配設されると共にそれらの軸心Yが金属ストリップの幅方向に沿って配置されて、金属ストリップを冷却するために当該金属ストリップがそのロール表面2aに接触される冷却用ロール2と、円筒体状に形成され、少なくともいずれかの冷却用ロールと並行に配置されて、金属ストリップの幅方向両端側を冷却用ロールのロール表面に向かって強制的に押圧する押さえ用ロール3とを備えた。
(もっと読む)
ステンレス鋼帯を焼鈍してスケール除去する方法及び装置
本発明は、熱間圧延オーステナイト系ステンレス鋼帯を焼鈍してスケール除去する方法に関する。本発明によれば、前記鋼帯は焼鈍に引き続く冷却後に、接続されたプラズマスケール除去設備内でスケール除去され、前記プラズマスケール除去が真空下に複数の段階で行われ、前記鋼帯はこれらの段階の間及び最終段階後に冷却ロールによる被制御冷却を施され、これによって、前記鋼帯が前記プラズマスケール除去設備から進出するとき100℃以下の温度を有することとなる。 (もっと読む)
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
連続焼鈍設備
【課題】ロール冷却帯に高い張力をかけつつ、ロール冷却帯下流側での張力上昇を抑制できる連続焼鈍設備を提供する。
【解決手段】連続焼鈍設備1ではロール冷却帯3及び水焼き入れ処理部4のいずれかを選択できる。出側張力調整用ブライドルロール7bは、三つの駆動ロールから構成されており、第1熱処理部5の上方側ロール8aは、出側張力調整用ブライドルロールにおいて最下流側の駆動ロール9iよりも上方に配置されており、第1熱処理部5における最上流ロール10は、上方側ロール8aであって、且つ、非駆動ロールであり、ロール冷却帯3が使用されるときには、ロール冷却帯3における鋼帯張力よりも、第1熱処理部5における鋼帯張力の方が小さい状態になる。
(もっと読む)
鋼帯連続処理設備における均熱炉操業方法およびその均熱炉
【課題】製品品質および生産性の向上を図ることができる鋼帯の連続処理設備における均熱炉操業方法および均熱炉を提供する。
【解決手段】鋼帯Sを搬送ロール12、13で搬送しながら連続処理する連続処理設備における均熱炉操業方法において、鋼帯搬送中の搬送ロール12、13を所定温度に全幅にわたり均一に加熱または冷却しながら、前記均熱炉入口に隣接する鋼帯加熱炉あるいは冷却炉において鋼帯Sを加熱または冷却中のロール温度と等しくなるように加熱または冷却する。
(もっと読む)
移動する金属ストリップを冷却するための方法およびプラント
本発明は、連続的に移動する金属ストリップ2を冷却するための方法に関し、ストリップ2が、円弧を形成するように主冷却ローラ10に接触させられ、円弧の内側の曲線が、前記ローラの外面と共に、ローラの内部に向かってストリップ内の熱の一部を除去するための接触区域を画定し、ストリップ2が、ストリップの外側の曲線に作用する加圧ローラ14により、主冷却ローラ10に接触して保持され、加圧ローラ14は、弾性的に変形可能な熱容量性の媒体から作成され、ストリップ2から加圧ローラ14に伝達された熱が、第2の冷却手段16によって取り除かれる。 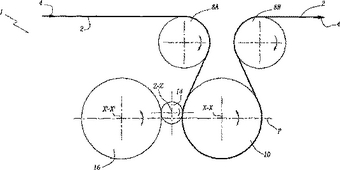 (もっと読む)
(もっと読む)
鋼板連続焼鈍設備のガスジェット冷却装置と冷却制御方法
【課題】軟質鋼板から高強度鋼板(超ハイテン材)までの多種類の薄鋼板製品を製造するために必要な熱処理を、生産性を損なわずに行なうことができる連続焼鈍設備のガスジェット冷却装置およびその冷却制御方法を提供する。
【解決手段】鋼板連続焼鈍設備の均熱後の1次冷却帯で、その表面にノズルから気体を吹き付けて冷却するガスジェット冷却装置を、通板方向に設けた複数段冷却ユニット7a〜7dの冷却能力を独立して制御可能に、前段側の冷却ユニット7a、7bを緩冷可能に、後段側の冷却ユニット7c、7dを急冷可能になるように形成した。
(もっと読む)
細片材料及びワイヤ材料を冷却する方法及び装置
本発明は、細片製品又はワイヤ製品を冷却する方法であって、焼鈍しに続いて、製品3がその酸化温度より下の約20〜50℃の温度まで冷却される方法に関する。本発明は、製品3が相互に並列に巻かれて位置するようにされ、その後数回の巻きの後にドラム1から巻きを解かれるように、製品3を、焼鈍経路の下流直近でドラム1の周りに巻き付けることを特徴とし、製品3が所望温度まで冷却されるような巻き回数で、前記製品がドラム1に巻き付けられ、ドラム1に、製品3が塑性変形によって機械的に影響を受ける直径よりも大きな直径が与えられる方法。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]