
Fターム[4K043GA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理設備の細部 (320) | 被熱処理物の予熱 (6)
Fターム[4K043GA05]に分類される特許
1 - 6 / 6
連続焼鈍及び溶融メッキ兼用設備
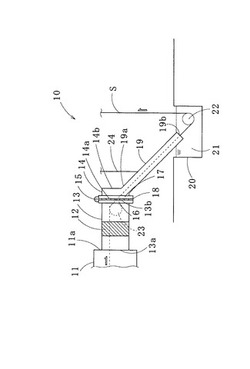
【課題】デフレクターロールの配置自由度が高く、ケーシング及びスナウトの内面に付着したメッキ用金属の除去作業も容易に行える連続焼鈍及び溶融メッキ兼用設備を提供する。
【解決手段】連続焼鈍及び溶融メッキ兼用設備10は、連続焼鈍炉11の後段にスナウト19を介して溶融メッキポット20が配置されている。連続焼鈍炉11の出口11aには、筒状の第一のケーシング13の前端面13aが接続され、第一のケーシング13の後端面13bには、後端部14bが封止された第二のケーシング14が軸支部15を介して回動可能に連結されている。第一のケーシング13内の後端側にはターンダウンロール23が配置され、第二のケーシング14の後端部14bの下部には、斜め下方に延びるスナウト19の入口19aが接合されており、連続焼鈍炉11の出口11aとターンダウンロール23との間には、シール装置12が設けられている。
(もっと読む)
鋼板の焼鈍装置、これを含むメッキ鋼板の製造装置及びそれを用いたメッキ鋼板の製造方法
1以上のセクションを含め、前記1以上のセクションに非還元性雰囲気または弱還元性雰囲気のガスが充填された焼鈍装置及び前記焼鈍装置が含まれるメッキ鋼板の製造装置及びこの装置を介してメッキ鋼板を製造する方法が提供される。
追加的な酸化―還元熱処理工程や高価の合金元素を多量に含まなくても既存の焼鈍設備及び熱処理サイクルを用いて溶融メッキ鋼板に対するメッキ性、合金化性、耐ピックアップ性、メッキ密着性、耐剥離性(Anti−flaking)、耐クレーター(Anti−crater)、耐アッシュ性(Anti−ash)などのメッキ品質を大幅向上させることができる。また、優秀な品質を経済的で容易に確保することができて、その用度が多様で費用節減の側面から効果的である。  (もっと読む)
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】本発明は、めっき性が良好で耐食性に優れた高Siを含有する高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】Si:0.4〜2.0質量%を含む高強度鋼板に連続溶融亜鉛めっきを施す際に、鋼板を予熱し、次いで、直火還元炉で直火還元バーナーの空気比を0.6以上0.9未満とした還元雰囲気で鋼板を還元し、その後、水素還元を行う間接加熱炉で水分圧と水素分圧の対数log(PH2O/PH2)が下式(1)を満たす雰囲気で鋼板を還元し、間接加熱炉からめっき設備入側のスナウト部まで間では下式(2)を満たす雰囲気として還元及び冷却を行い、連続溶融亜鉛めっきを施す高強度溶融亜鉛めっき鋼板の製造方法。また、溶融亜鉛めっき後に合金化処理を行う。
−1.6≦log(PH2O/PH2)≦−0.5 ・・・ (1)
log(PH2O/PH2)≦−1.5 ・・・ (2)
(もっと読む)
高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備

【課題】めっき性不良の発生を防止できる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%でSi:0.2〜3%及びMn:1〜3%のうちの1種以上を含有する鋼板1を、直火加熱方式の直火帯2で加熱し、さらに還元帯3において還元雰囲気中で表面の還元と焼鈍を行ったのち、溶融亜鉛めっき浴に浸漬させて亜鉛めっきを行う高強度溶融亜鉛めっき鋼板の製造方法において、直火帯2と還元帯3の連接部またはその近傍から炉内のガスを排気する。
(もっと読む)
高強度溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板の製造設備
【課題】めっき性不良の発生を防止できる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%でSi:0.2〜3%及びMn:1〜3%のうちの1種以上を含有する鋼板1を、直火加熱方式の直火帯2で加熱し、さらに竪型還元帯3において還元雰囲気中で表面の還元と焼鈍を行ったのち、溶融亜鉛めっき浴に浸漬させて亜鉛めっきを行う高強度溶融亜鉛めっき鋼板の製造方法において、竪型還元帯3では、少なくとも入側領域において雰囲気ガスを鋼板進行方向と逆方向に流すようにする。
(もっと読む)
横型連続加熱炉およびそれを用いた鋼板の連続焼鈍方法
【課題】予熱炉と横型連続加熱炉と還元炉とを有する横型連続焼鈍装置に用いられる横型連続加熱炉に関し、そのハースロールからの熱損失を防止するとともに、極低炭素鋼からなる鋼板を横型連続加熱炉で加熱した後、後段の還元炉で最終的に焼鈍しても、鋼板の幅端部において結晶が粗大化することがなく、製品品質を確保しうる横型連続加熱炉およびそれを用いた連続焼鈍方法を提供する。
【解決手段】横型連続加熱炉3の炉床8上に立設されハースロール5の下面を覆う防熱壁7に、開口率(ここに、開口率(%)=開口部の炉幅方向断面積/防熱壁の開口部を含む炉幅方向全断面積×100)が30〜90%である、炉長手方向に貫通する開口部9を設ける。そして、横型連続加熱炉3の出口における鋼板Aの板幅中央部と板幅端部の温度差が70℃以内となるように、通板速度および/または直火バーナ6のバーナ出力を調整する。
(もっと読む)
1 - 6 / 6
[ Back to top ]