
Fターム[4L056EC16]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 糸、巻体に関するもの (101) | 定径 (6)
Fターム[4L056EC16]に分類される特許
1 - 6 / 6
精紡機の管糸径推定装置及び管糸径推定方法
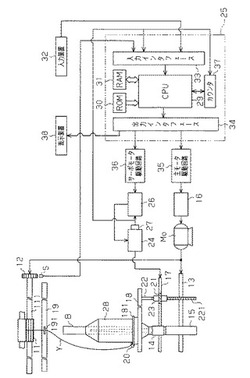
【課題】精紡機における管糸の最大径を推定できるようにする。
【解決手段】紡出されたボビンBの特定のボビン高さで実測された糸部径は、入力装置32によって制御装置25に入力される。制御装置25は、実測された糸部径と当該紡出時のリフティング動作条件とを用いて糸部径基本単位を算出し、算出した糸部径基本単位を当該紡出時の糸種条件と共に登録する。入力装置32により入力された糸種条件に合致する糸種条件が糸部径基本単位と共に前記登録手段に登録されている場合には、制御装置25は、入力された糸種条件に対応する前記糸部径基本単位及び入力された新たなリフティング動作条件を用いて最大管糸径を算出(推定)する。
(もっと読む)
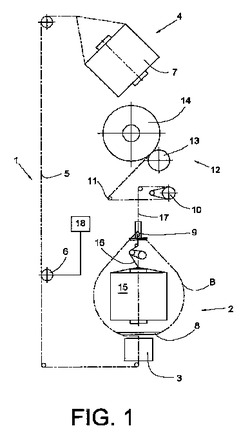
二重撚糸機またはケーブル撚り機のスピンドルを作動させる方法
本発明は、糸5、25が供給スプール7、21から引き出されて、スピンドル2、22の撚りプレート8、24の下方に配置された案内装置に供給され、この案内装置から糸5、25がスピンドル2、22の縦軸線に対してほぼ垂直に出て、撚りプレート8、24の外側エッジの方へ方向を変えられ、そして糸5、25がスピンドル2、22の上方において撚り個所またはケーブル撚り個所で糸案内装置9、27に供給されるまで、糸がスピンドル2、22のまわりを回る自由な糸バルーンBとしてスピンドル2、22に沿って延在し、この場合糸張力が、スピンドル2、22の形状に依存してスピンドル2、22のまわりを回る自由な糸バルーンBの直径を最小限に抑えるような値になるように、糸5、25の供給速度が調節される、二重撚糸機またはケーブル撚り機のスピンドル2、22を作動させるための方法に関する。
 (もっと読む)
(もっと読む)
作業台車の位置決め機構

【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
自動ワインダー装置、および自動ワインダー装置における玉揚機の制御方法
【課題】自動ワインダー装置において、相互干渉位置に存する二台のユニットから玉揚げ処理の要求が出された場合でも、玉揚機を無駄なく走行移動させて、作業効率良く玉揚げ処理を実行できるようにすることにある。
【解決手段】ユニット2・2の満管パッケージ作成の進捗状況と、各玉揚機4a・4bの現在位置からユニット2・2までの距離との二つの要素を判断基準として、両玉揚機4a・4bの走行を制御する。これにて、相互干渉位置に存する二台のユニット2・2から玉揚げの処理要求が出された場合においても、ユニット2・2に対する玉揚機4a・4bの玉揚げ処理の優先順位を予め決定したうえで、両玉揚機4a・4bを一定の距離を置いて走行移動させることができるので、玉揚機4a・4bが他の玉揚機4a・4bに近付いてから停止・反転走行するように、玉揚機4a・4bが無駄に走行する不具合を確実に排除することができる。
(もっと読む)
繊維機械
【課題】 糸欠点の発生した状況に応じて、糸継台車による糸欠点の除去及び糸継作業が糸の無駄なく効率よく行えるようにする。
【解決手段】 複数の糸処理ユニット2と、その並べられる方向に走行可能な糸継台車3を備える。糸処理ユニット2は、糸欠点を検出し且つその種類を判別可能なヤーンクリアラ52を備える。糸継台車3は、各糸処理ユニット2についての糸欠点の有無及び糸欠点の種類、巻取パッケージ45の径の情報を取得可能に構成している。糸継台車3は糸欠点の発生した糸処理ユニット2に対し口出しを行うが、この際、サクションマウス46が巻取パッケージ45に接近して吸引を開始してから糸継装置43に糸を案内するまでの時間や、巻取パッケージ45を糸解舒方向に回転させる逆転ローラ55の速度を、検出された糸欠点の種類や糸欠点発生時の巻取パッケージ45の径に応じて異ならせる。その後、糸継装置43で糸欠点の除去及び糸継ぎを行う。
(もっと読む)
1 - 6 / 6
[ Back to top ]