
Fターム[4L056EC83]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 時期 (65) | 交換動作中 (6)
Fターム[4L056EC83]に分類される特許
1 - 6 / 6
玉揚げ装置
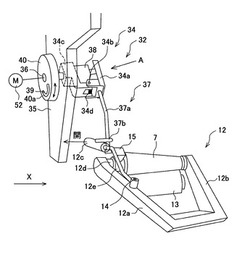
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
紡績設備

【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
精紡機を制御するための方法
【課題】紡出終了過程の間でも高い運転確実性および生産性によりすぐれているような、高い自動化度を有する方法を提供する。
【解決手段】機械制御部21またはオペレータによって入力ユニットを介して多数のコップ交換プロセスプログラムから、紡糸された原料および/または紡出された糸タイプもしくは糸種類および/または紡出された糸番手および/または糸撚りおよび/または機械構成に関連して、妥当なコップ交換プロセスプログラム26が選び出され、該コップ交換プロセスプログラムが、紡出プログラム23により形成された糸に比べてコップ交換プロセス時の糸特性の意図的な変化を実施し、これにより、紡出終了プロセス、ボビン交換過程および/または後続の紡出開始プロセスのために最適に適合された糸特性を達成する。
(もっと読む)
精紡機におけるボビン搬送装置
【課題】移送部材の往復移動により移送されるペッグトレイを用いて満管糸の搬出、空ボビンの搬入を行う場合、搬出側と搬入側の負荷が変わっても支障無くボビンを搬送する。
【解決手段】制御装置は、ボビン搬送装置の駆動開始時には、第1の移送装置のエアシリンダの作動開始時期と第2の移送装置のエアシリンダの作動開始時期との差と、両エアシリンダの作動停止時期の差とが同じになるように制御する。その後、センサの検出信号により検知された複数回の各エアシリンダの往復動に要する時間に基づいて、両エアシリンダの往復動に要する時間の平均値を算出し、その値に基づいて次の複数回における各回のエアシリンダを往復動させる時間を設定する。また、複数回の各エアシリンダの往復動に要する時間の平均値を比較して、両エアシリンダの作動開始時期の差を設定する。
(もっと読む)
繊維機械
【課題】パッケージ径の検査精度に限界があるだけでなく、パッケージ径の不良な満巻パッケージを生産するユニットを特定しようとしても、どのような大きさのパッケージ径の満巻パッケージが、どの巻取りユニットで形成されたか不明で、追跡調査ができなかった。
【解決手段】紡績機1に、満巻パッケージ45のパッケージ径情報を検出する回転角度検出センサ99と、そのパッケージ径情報が検出された満巻パッケージ45を特定する対応ユニット特定手段(信号発信部41a、信号受信部41b、玉揚台車コントローラ40、信号受信部21a、信号発信部21b、ユニットコントローラ20)と、紡績ユニット2で形成された満巻パッケージ45の径情報を検出する回転角度検出センサ99と、満巻パッケージ45のパッケージ径情報と、その満巻パッケージ45を形成した紡績ユニット2のユニット番号とを、関連付けて記憶するコントロールマスタ50と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
1 - 6 / 6
[ Back to top ]