
Fターム[5E063GA03]の内容
電気接続器の製造又は製造方法 (3,571) | 接触部材の製造 (480) | 板材の打抜き、折曲加工によるもの (195) | 連結端子 (111)
Fターム[5E063GA03]の下位に属するFターム
連結片部 (27)
Fターム[5E063GA03]に分類される特許
81 - 84 / 84
コネクタ製造装置およびコネクタ製造方法
【課題】製造装置の簡素化、小型化を図ることができるコネクタ製造技術を提供する。
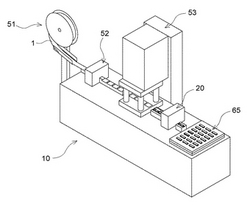
【解決手段】コネクタ製造装置10は、フープ材供給装置51と、定寸カット装置52と、樹脂成形装置53と、加工検査装置20とを備えている。加工検査装置20は、複数のコンタクトがキャリアに繋がって整列保持された状態で絶縁ハウジングに配置された成形品の当該コンタクトの導通検査を行う導通検査手段と、成形品のコンタクトからキャリアを分離除去してコネクタを形成するキャリア分離手段と、コネクタを構成するコンタクトの短絡検査を行う短絡検査手段とを有している。加工検査装置20は、複数のコンタクト1aに接触する複数の検査プローブを有する検査プローブセットと、コンタクトに繋がるキャリアに接触するキャリアカッタとを有している。加工検査装置20は、成形品の絶縁ハウジングを保持した状態で、導通検査と、キャリアの分離除去と、短絡検査とを行う。
(もっと読む)
プレス加工品の製造方法及び端子の製造方法

【課題】 複雑な処理工程や煩雑高精度な部品管理を要することなく、低コストでほぼ部品全周に渡ってメッキを施すことが可能になるプレス加工品の製造方法及び端子の製造方法を得る。
【解決手段】 基板上に表面実装されるコネクタのコネクタ端子を製造する際には、先ず、非メッキ処理状態の板材Sの板面に予め先メッキ処理を施す。次いで、当該先メッキ処理後の板材Sをプレス加工によって打ち抜き、櫛状(連鎖状)に繋がったワークWを形成する。しかも、当該先メッキ処理後の板材Sを打ち抜く際に、板材Sの板面先メッキ部分のメッキ層Mの一部を、打ち抜き切断側面部分へ(打ち抜き方向へ)強制的に引きずって押し広げ、当該打ち抜き切断側面部分にも機械的にメッキを施す。これにより、プレス加工後(板材打ち抜き後)のワークWには、ほぼ全周囲(板材表面部分W1及び打ち抜き切断側面部分W2共に)にメッキが施される。
(もっと読む)
コネクタの製造方法並びにコネクタ
【課題】組立時にコネクタ端子の表面に傷などが生じても耐腐食性の低下を防ぐ。
【解決手段】組立工程においては端子部2並びに保持部4のところで圧入治具50とコネクタ端子1とが接触しているために当該接触部位にて封孔処理剤の被膜やめっき等に傷が付きやすい。また端子部2の切断面では銅素材が露出してしまうために切断面を含めた上記傷の部分で腐食が発生しやすなる。そこで、組立工程の後に第2の封孔処理工程を行い、傷によってめっきが露出している部位や銅素材が露出している切断面に封孔処理剤を塗布して封孔処理を施す。すなわち、めっきや銅素材が露出した部位を封孔処理剤の被膜で覆うことによって耐腐食性の低下を防ぐことができる。
(もっと読む)
加圧接触用バンプのエッジにR面を有する打ち抜き形接触子とその製造法
【課題】打ち抜き形接触子において不可避的なダレ面とバリ、破断面の有害要素を適切に取り除き、接触面に膨らみや隆起部を生成せずに上記ダレ面とバリが生成されるエッジに滑性なR面を与える打ち抜き形接触子を提供する。
【解決手段】支幹20の先端に設けられた加圧接触用バンプ21の前面を接触対象の外部端子に対し弾力的に加圧接触する構造の打ち抜き形接触子1であって、上記加圧接触用バンプ21の前面側の打ち抜き面(板厚面)3で上記加圧接触面2を形成するようにした接触子において、上記加圧接触用バンプ21の加圧接触面2を形成する上記打ち抜き面3の第一板面側エッジ(打ち抜き時にダレ面6を生成するエッジ)9と第二板面側エッジ(打ち抜き時にバリ7を生成するエッジ)13の双方又は少なくとも上記第二板面側エッジ13に鍛造加工により成形されたR面15を有する打ち抜き形接触子。
(もっと読む)
81 - 84 / 84
[ Back to top ]