
Fターム[5E063GA03]の内容
電気接続器の製造又は製造方法 (3,571) | 接触部材の製造 (480) | 板材の打抜き、折曲加工によるもの (195) | 連結端子 (111)
Fターム[5E063GA03]の下位に属するFターム
連結片部 (27)
Fターム[5E063GA03]に分類される特許
21 - 40 / 84
ジョイントコネクタのバスバーの製造方法

【課題】ジョイントコネクタのバスバーの製造に当たり、より使用材料の削減を図り得るバスバーの製造方法を提供する。
【解決手段】帯板状のブランク素材10Bの片側縁部に確保されたプレス加工部品を連鎖状に繋ぐキャリア18にパイロット孔19を兼ねる孔17を穿設し、孔17を用いて該ブランク素材10Bを連結方向に移動させて連結方向に孔17を列設させるとともに、隣り合う孔17の間にリブ16を起立形成し、孔17を連結方向とは直交する方向に挟む前記ブランク素材10Bの一部を、複数のタブ状端子部11に対して隆起するような湾曲形状に隆起させることで、繋ぎ部15を形成する。
(もっと読む)
電気コネクタ及びその製造方法

【課題】電極端子の狭ピッチ化に容易に対応できる共に、簡易な方法で製造できる電気コネクタを提供すること。
【解決手段】電気コネクタ3は、絶縁シート2と絶縁シート2に係止された複数のスプリング電極10とを備える。各スプリング電極10は、絶縁シート2の上面から斜め上方向に突出して、先端に接触部12cが設けられたスプリング部12と、スプリング部12に繋がって絶縁シート2の開口部2aを挿通する共に、絶縁シート2の下面に折り曲げられて固定された折り曲げ接続部11とを含む。
(もっと読む)
圧入係合部を有する端子の製造方法
【課題】端子間のクリアランスに影響されることなく、必要な保持力を確保可能な圧入係合部を形成することのできる端子の製造方法を提供する。
【解決手段】横一列に一定間隔で互いに平行に配列された複数本の端子20を、キャリア11に連結された状態で、板金のプレス打ち抜き加工により一括して成形する第1工程と、該工程後、各端子の長さ方向の所定部位に端子の配列方向と垂直な縦方向の潰し圧力を加えることで、端子の側面の一部を局部的に側方に凸形に膨出させて、コネクタハウジングの圧入孔に圧入したときの抜け止め用の圧入係合部22を形成する第2工程と、を具備する。
(もっと読む)
コネクタ端子の製造方法及び多段コネクタの組立方法
【課題】多段コネクタの全長の異なるコネクタ端子を製造するに当たり、全ての段の長さの異なる端子を1つの金型で、できるだけ材料ロスを少なくしながら一括して成形する。
【解決手段】全長が順番に異なる2N(但し、N=1、2、3、・・・)本の棒状の端子(21〜26)を、1枚の帯状の板金Wからプレス打ち抜きにより成形する際に、板金上にその両側縁に沿って第1キャリア11と第2キャリア12を配置し、それらの間を架橋する複数の棒体A1〜A3を、その長さ方向が板金の長手方向Xに直交するように配列する。2N本の端子を、長いものから順番にN本を第1群に、残るN本を第2群に振り分け、各群の端子のうち短い方からn(但し、n=1、2、3、・・・。且つ、n≦N)番目の端子24〜26と長い方からn番目の端子21〜23を選択して両群の端子を1本ずつ組み合わせ、組み合わせた2本の端子を1本の棒体上に直列に配置する。
(もっと読む)
コンタクト部材の製造方法
【課題】材料の無駄を極力回避したコンタクト部材の製造方法を提供すること。
【解決手段】帯状の導電性及びバネ性の金属材料であるコイル材を用いて、順送りのプレス加工で、一対のスリーブコンタクト1a、1bとその間でそれらをフレーム部2a、2bを介して接続する接続部3とフレーム部2a、2bの外側辺に各々配した端子部4a、4bとからなる多数のスリーブバネを連続して製造する。多数のスリーブバネは、それらの相互の接続部3、3…をコイル材の中央部に直列に配列した態様で製造することとすることにより、それらをキャリア部として利用し、これらにパイロット穴を開口して、送り装置で送りながら各ステージでスリーブバネの各部を順次プレス加工し、最後に切り離すことで個々のスリーブバネを製造する。キャリア部が最終的には個々のスリーブバネの接続部となるため、材料の無駄が生じない。
(もっと読む)
平型ケーブル用コネクタ、その製造方法及びロック機構
【課題】絶縁ハウジング内に複数のコンタクトを所定間隔おきに配列した平型ケーブル用コネクタにおいて、平型ケーブルが絶縁ハウジングに挿入されて導電パッドとコンタクトとが接触際、微摺動磨耗が生ずるのを防止する。
【解決手段】各導電体コンタクト(30)は、絶縁ハウジング(20)に固定される固定部(32)とこの固定部に対して弾性変形可能な可動部(34)とが一体的に構成されたもので、可動部の頂部に略へ字状に形成されたエッジ部(35)がケーブルの導電パッドに常時接触する接点となるように構成される。
(もっと読む)
コネクタおよびコネクタの製造方法
【課題】 コンタクト同士での半田のフィレット形状を均一化できるコネクタおよびコネクタの製造方法を提供する。
【解決手段】 コネクタ14の製造方法は、複数の中継ピン端子15の軸方向中間部をタイバー20で接続した中継ピン端子素材21を形成する第1の工程と、中継ピン端子素材21のタイバー20までメッキ槽22に浸けてメッキ層17を形成する第2の工程と、タイバー20を切断して中継ピン端子15同士を分離する第3の工程と、基板12に中継ピン端子15のメッキ層17が形成された部分を貫通させる第4の工程と、中継ピン端子15と基板12とを半田付けする第5の工程とから構成される。
(もっと読む)
端子金具、該端子金具を製造する製造装置、及び、製造方法
【課題】本発明は、互いに厚みが異なる第1端子及び第2端子を備えた端子金具、該端子金具を製造する製造装置、及び、製造方法を低コストで提供する。
【解決手段】端子金具1は、第1の厚みの導電性の板金に打ち抜き加工が施されて、複数の第1端子14と前記複数の第1端子14の基端部14b同士を連結する第1基板15とが形成されて得られた第1端子部11と、前記第1の厚みよりも厚い第2の厚みの導電性の板金に打ち抜き加工が施されて、複数の第2端子16と前記複数の第2端子16の基端部16b同士を連結する第2基板17とが形成されて得られた第2端子部12と、前記第1基板14と前記第2基板16とが互いに重なりかつ前記複数の第1端子14と前記複数の第2端子16とが互いに並んだ状態で、前記第1端子部11と前記第2端子部12とを互いに固定する樹脂部材13と、を備えている。
(もっと読む)
基板用同軸コネクタ、一対の連鎖端子、および基板用同軸コネクタを製造する製造方法
【課題】コネクタの製造効率を大幅に改善し、製造コストおよび製品コストを低減可能にする。
【解決手段】本発明の基板用同軸コネクタPは、アウター端子42の延設部とインナー端子44の延設部が、アウター端子の半円筒部を上面視した際に、一方の延設部が他方の延設部に重ならない位置にある。
(もっと読む)
電気的接続コネクタ、それに用いる端子またはプレス部品及びその製造方法
【課題】電気的接続コネクタの端子または、プレス部品の生産性を向上する。
【解決手段】平板状端子の一端が上段3列,下段1列で、他端が上段3列の端子と同一平面に配列される、端子の他端が配列された平面に対して同一平面上に一端の内第1,第2,第3の端子が上段に第1,第2,第3の順に位置し、下段に一端の第4の端子が位置するとともに、該第4の端子は第1の端子の真下に位置し、第1の端子は、その一端と他端とに対して直線状であり、第4の端子は、その一端と他端の間において端子の他端が延在するX方向に対して直交するZ方向に折り曲げられた後、再びX方向に折り曲げられ、端子の延在するX方向に対して直交するZ方向に折り曲げられ、この2箇所の折り曲げ部で、第1の端子が他端に対して同一平面状で、半欠け円形状を折り曲げの起点として、回転して水平方向に曲げられた複合折り曲げ部を備える。
(もっと読む)
端子金具製造装置および端子金具製造方法
【課題】本発明は、端子金具を製造する端子金具製造装置、およびこのような端子金具製造装置を用いた端子金具製造方法に関し、コストが低減されるとともに、リードタイムが短縮され、仕掛品の在庫をなくす端子金具製造装置、およびこのような端子金具製造装置を用いた端子金具製造方法を提供することを目的とする。
【解決手段】連鎖状端子210を第2搬送部121で搬送しながらめっき処理するめっき処理部120の第2搬送部121が、金属板200を第1搬送部111で搬送しながらプレス加工して端子金具に成型するスタンピング部110の第1搬送部111から受け取った連鎖状端子210を搬送するものである。
(もっと読む)
導電コーティングの気相リフロー接合のためのシステム及び方法
【解決手段】電気部品を製造するためのシステム(100)は、入口ポート(206)及び出口ポート(208)を有するリフロー室(130)を具備する。入口ポートは、導電コーティングを有する電気部品の相互接続された連鎖状物をリフロー室内に受容する。出口ポートは、リフロー室から連鎖状物を排出する。リフロー室は、相互接続された電気部品の連鎖状物をリフロー室を通って所定の経路に沿って配向させる。リフロー室は、連鎖状物がリフロー室を通って経路に沿って電気部品の周囲に導電コーティングをリフロー接合すると、導電コーティングを加熱するよう加熱飽和気体を保持する。 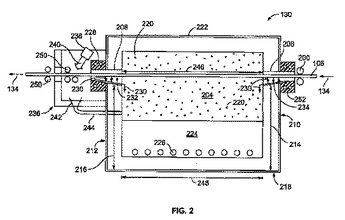 (もっと読む)
(もっと読む)
コネクタの製造方法。
【課題】工数を増やすことなく複数の金属端子を同時に成形型に装填することのできる、コネクタの製造方法を提供する。
【解決手段】金属板を打ち抜くことにより、仮結合部21a、21b、・・・26a、26bを介して互いに連結された複数の金属端子21〜26からなる連結端子2を成形する工程と、連結端子2を樹脂成形用の型内に配置し、ピンで押さえた状態で前記仮結合部を前記金属板の厚み方向に加圧することにより、前記仮結合部を折り曲げると同時に前記金属端子を互いに絶縁させる工程と、前記金属端子の周囲に樹脂を充填することにより、ハウジングを金属端子と一体成形する工程とを備えることを特徴とする。
(もっと読む)
バッテリ接続プレートの合成樹脂製基板部に収納されるバスバーおよびその合成樹脂製基板部
【課題】導通不良やそれに起因する電池の発熱を防止することができるバッテリ接続プレートの合成樹脂製基板部を提供する。
【解決手段】合成樹脂製基板部101に収容されるバスバー11〜14の連結部11K〜14Kの側方の円弧部より突出すると共に、その先端と対向するバスバー収容部の壁面との距離が剪断に係る連結部11K〜14Kと対向するバスバー収容部の壁面との距離よりも短くなる当接突部D1、D2を設けることにより、バスバー収容部へむけて突出するバリを有するせん断部がバスバー収容部との位置決めとなることがなくバスバー収容部を削ってしまうことがなく、したがって、削られた樹脂による導通不良やそれに起因する電池の発熱を防止することができる。
(もっと読む)
曲げ加工装置
【課題】曲げ形状(例えば曲げ角度)が同じであるが曲げ位置が異なる複数種類のワークを曲げ加工する場合、他種類のワークへの生産切替えが、短時間で可能な、生産効率の良い曲げ加工装置を提供する。
【解決手段】曲げ加工装置100は、ワーク搬送装置1と、パンチ2とダイ4を1組とした金型10と、該金型10を移動自在にレール5aを介して支持する架台5と、前記金型10を移動させるための金型移動手段20と、を備え、前記金型10を金型移動手段20により移動させて所定位置にセットした後、前記ワーク搬送装置1により前記ワークW1、W2を前記金型10のパンチ2の真下まで搬送して前記ワークW1、W2をセットし、パンチ2をワークW1、W2に衝突させてワークW1、W2を曲げる加工をすることを特徴とする。
(もっと読む)
連鎖端子、端子金具、及び端子金具の製造方法
【課題】簡素な方法により端子金具と電線との接続部の電食を防止する。
【解決手段】本発明の連鎖端子30は、帯状に形成されたキャリア31,35のの縁部に、複数の端子金具10の一端側が連結されてなる。端子金具10は、電線40を載置して接続する電線接続部23を備える。電線40は、端子金具10とは相違する材料からなる芯線41を絶縁被膜42で被覆してなるとともに、その端部において芯線41が露出している。電線接続部23には、芯線41を圧着する芯線バレル片25と、絶縁被膜42を圧着する絶縁被膜バレル片24とが間隔をあけて形成されており、芯線バレル片25と絶縁被膜バレル片24との間は、電線40の芯線41が配される芯線配置領域27とされ、この芯線配置領域27の電線40が載置される面には、芯線41の腐食を防止する防食剤が塗布されている。
(もっと読む)
メス型接続端子の製造方法及びメス型接続端子
【課題】複雑な形状の嵌合受部を形成可能な曲げ加工性を有するとともに強度を確保でき、かつ、打ち抜き屑のリサイクル性に優れたメス型接続端子の製造方法及びこの製造方法を提供する。
【解決手段】オス型接続端子とともに嵌合型接続端子を構成し、前記オス型接続端子の嵌入部が装入される嵌合受部11を備えたメス型接続端子10の製造方法であって、長手方向に直交する断面において板厚が互いに異なる厚肉部と薄肉部とが形成された異形断面条材を形成する工程と、前記異形断面条材の幅方向の一部にメッキを施して、前記薄肉部の少なくとも一部にメッキ層を形成する部分メッキ工程と、部分メッキが施された前記異形断面条材の一部を厚さ方向に打ち抜いてメス型端子素材を形成する打ち抜き工程と、前記メス型端子素材の薄肉部を加工して嵌合受部11を形成し、前記メス型接続端子10を成形する成形工程と、を備えていることを特徴とする。
(もっと読む)
端子金具の製造方法及びプレス金型
【課題】貫通孔の正規位置からの位置ずれを防止できる端子金具の製造方法及びプレス金型を提供する。
【解決手段】第1打ち抜き工程と第2打ち抜き工程とを順次行って、金属板2を打ち抜いて端子を製造する。端子は、圧入部と、圧入部の中央部を貫通した貫通孔とを備えている。第1打ち抜き工程は、金属板2の端子に成形される部分の外縁と金属板2の母材との間を破断させて、端子に成形される部分を形成する。第2打ち抜き工程は、第1打ち抜き工程で形成された端子に成形される部分をその外縁が内周面67bに密着した状態で第2プレス金型6の下型62の凹部67内に位置付けた後に、第2プレス金型6の上型61によって端子に成形される部分の圧入部の中央部を打ち抜いて貫通孔を形成する。
(もっと読む)
コネクタ用接続端子およびそれを用いたコネクタ
【課題】作業工数が少なく生産性が高いとともに、小型化,低背化できるコネクタ用接続端子を提供することにある。
【解決手段】コネクタのベースに挿入される固定片21と、前記固定片21から延在する連結部22と、前記連結部22の自由端部から両側に前記固定片21と平行に延在し、かつ、前記ベースに回動可能に組み付けられた操作レバーによって操作される可動片23と、からなるコネクタ用接続端子20である。そして、前記固定片21および前記可動片23の少なくともいずれか一方に少なくとも一つの尖端部27を有する前記コネクタ用接続端子20を、電気鋳造で形成した。
(もっと読む)
レセプタクルコネクタ及びその製造方法
【課題】プラグコネクタが斜め向きに差し込まれた場合の嵌合突部の破損を防止する。
【解決手段】嵌合凹部への嵌合向き(前向き)に沿った嵌合突部11の左右両側面並びに嵌合凹部の開口面と対向する嵌合突部11の前端面を覆う金属製の保護部4を設けている。嵌合突部11の左右両側面並びに前端面が金属製の保護部4(保護枠40)で覆われているため、プラグコネクタが斜め向きに差し込まれた場合であっても合成樹脂製の嵌合突部11がプラグコネクタのプラグシェルによって削られて破損するのを防止することができる。
(もっと読む)
21 - 40 / 84
[ Back to top ]