
Fターム[5J108EE09]の内容
圧電・機械振動子、遅延・フィルタ回路 (44,500) | 支持 (10,311) | 手段 (3,284) | ワイヤ (7)
Fターム[5J108EE09]に分類される特許
1 - 7 / 7
振動子デバイスの作製方法および振動子デバイス
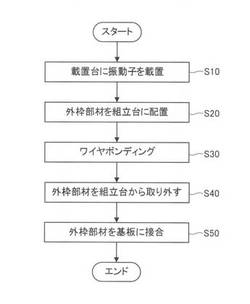
【課題】基板からワイヤを用いて浮上した振動子を備える振動子デバイスを、効率よく作製する。
【解決手段】振動子デバイスを作製するとき、組立台に設けられた凸状の載置台に振動子が載置される。次に、枠で囲まれた開口部を有する振動子デバイス用枠部材が、前記開口部が前記載置台の位置にくるように位置決めして、前記組立台上に配置される。前記振動子デバイス用外枠部材が前記組立台に配置された状態で、前記振動子デバイス用外枠部材に設けられた電極パッドと、前記振動子に設けられた電極とがワイヤにより接続される。前記ワイヤの接続後、前記振動子デバイス用外枠部材が前記振動子とともに前記組立台から取り外される。最後に、前記振動子が接続された前記振動子デバイス用外枠部材が基板に接合されることにより、振動子が基板から浮上した振動子デバイスが作製される。
(もっと読む)
電子デバイス

【課題】接合する基板が互いに異なる材料で構成されている場合であっても、生産性を低下させることなく、表面活性化接合を用いて安価に製造することが可能な電子デバイスを提供する。
【解決手段】ガラスから成る第1基板1を、その表面に予め形成した薄膜シリコン層2を介して、シリコンから成る第2基板11に同種材料間の表面活性化接合により接合する。
(もっと読む)
圧電振動子とその製造方法
【課題】例えば水晶などの圧電振動片を容器内部に収納した圧電振動子において、圧電振動片の励振電極と容器側の電極との接合を導電性接着剤で行っていた従来例に対して製品の信頼性向上、及び使用温度範囲の拡大化を図る。
【解決手段】圧電振動片の励振電極と容器側の電極との接合をワイヤボンディングにより行う。これによって導電性接着剤を用いる場合のガスの発生を防止でき圧電振動子の共振周波数特性の経時変化を防止して製品の信頼性を高めることができる。また導電性接着剤を用いる場合のように使用温度範囲が溶剤の耐熱性に左右されてしまうといった問題も解消でき、使用温度範囲の拡大が図られる。
(もっと読む)
圧電デバイス
【課題】平面視略矩形の圧電振動片をワイヤボンディングさせた圧電デバイスの小型化を図る。
【解決手段】本発明の圧電デバイス10は、励振電極46が形成された振動部42と、振動部42と一体に形成され振動部42より厚く形成された厚肉部を備えた支持部とを有する圧電振動片40と、実装面に、圧電振動片40が実装され、接続端子32が形成された実装基板と、を備え、実装基板の実装面から厚肉部の上部までの最大高さよりも低い位置に励振電極46と電気的に接続された接続電極48が設けられ、接続電極48と実装基板の接続端子32とがワイヤ58により接続されていることを特徴としている。
(もっと読む)
圧電デバイス
【課題】構造が簡単で、かつ信頼性に優れた圧電デバイスを提供すること。
【解決手段】圧電振動子1は、傾斜するように固定された圧電振動片2と、これを収納するパッケージ3とを有している。また、導電性接着剤39bを介して、圧電振動片2の接続電極23bとパッケージ3のマウント電極34bとの間が固定されるとともに、電気的に接続される。また、導電性接着剤39bは、その内部に支持体としてワイヤ38bを包含している。このワイヤ38bの上端部は、圧電振動片2の接続電極23bに接している。これにより、圧電振動片2は、ワイヤ38bにより下方から支持されることにより、その傾斜角度が規定される。このワイヤ38bは、マウント電極34bに対してワイヤボンディング技術により設置されることが好ましい。
(もっと読む)
水晶振動子の製造方法
【課題】圧入のためのめっきを改善し圧入性と耐熱性、耐衝撃性や長期信頼性に優れたシリンダー形の圧入封止型水晶振動子ならびにその製造方法を提供する。
【解決手段】ステムおよびリードのめっきを、Cuめっき層13、Snめっき層14、Snとの金属間化合物形成及びSnとAuの反応抑制及びワイヤボンディングのための金属層15の順に形成する。
(もっと読む)
気密端子の製造方法及び気密端子、圧電振動子の製造方法及び圧電振動子、発振器、電子機器、電波時計
【課題】 特にリードの偏心を防止するとともに、圧電振動片の接続位置についての信頼性を高めた気密端子の製造方法及び気密端子と、小型化を可能にした圧電振動子の製造方法及び圧電振動子、さらには、発振器、電子機器、電波時計を提供する。
【解決手段】 リング内にリードとなる棒状材を挿通し、その状態で焼成してリング内に棒状材を固定した気密端子中間体4aを形成する組立・焼成工程と、気密端子中間体4aの、棒状材13aにおけるインナーリード部側の端部を潰し加工し、段差部15cを形成する工程と、段差部15cの端部を切断して所定形状に成形する工程と、を備えた気密端子の製造方法である。組立・焼成工程では、棒状材13aとしてリードより長い中実丸棒を用い、かつ、棒状材13aのインナーリード部となる一端側15bを、完成品としての気密端子におけるインナーリード部より長くなるようにリング12内に挿通しておく。
(もっと読む)
1 - 7 / 7
[ Back to top ]