
国際特許分類[B21B23/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | グループ17/00,19/00,21/00の1つだけに分類される方法に限定されない管の圧延,例.複合された工程 (63)
国際特許分類[B21B23/00]に分類される特許
11 - 20 / 63
継目無鋼管の製造方法

【課題】被加工材の穿孔圧延時の材料温度(加工温度)が長手方向に不均一とならず、内面性状不良の発生を十分に抑制することができる継目無鋼管の製造方法を提供する。
【解決手段】素形態が丸ビレットである被加工材1を、加熱した後、穿孔圧延し、引き続き延伸圧延し、次いで再加熱した後、定径圧延し、次いで冷却して継目無鋼管となす継目無鋼管の製造方法において、前記被加工材を穿孔前加熱するに際し、前記穿孔圧延する前の被加工材の長手方向の先端が後端よりも30〜400℃高い温度となるように、加熱することを特徴とする継目無鋼管の製造方法。
(もっと読む)
継目無管の製造管理方法および製造方法

【課題】マンドレルミル圧延に起因する不良品の発生を防止し、表面性状に優れた継目無管を容易に製造できる、継目無管の製造管理方法を提供する。
【解決手段】中空素管9を加熱し、一対の孔型ロール11を備える圧下スタンドを連続して複数段配設したマンドレルミルに、マンドレルバー10を挿入した状態で装入して延伸圧延した絞り圧延用素管を、さらに再加熱し、ストレッチレデューサ、あるいはサイザーで絞り圧延を施して継目無管を製造する。この際、マンドレルミルの、少なくともひとつのスタンドの出側の位置にバルジ幅測定装置を設置し、中空素管の中心位置から両側の噛み出し部外側位置までの距離、左噛み出し量BLおよび右噛み出し量BR、をそれぞれ分けて測定し、それらの差ΔBを算出する。そして、得られた差が所定値以内である場合を合格品と、それ以外の場合を不合格品として管理する。
(もっと読む)
リトラクトマンドレルミル圧延設備および圧延方法
【課題】引抜き不良の発生を抑制し、安定操業の確保、製品品質の向上が図れ、製造コストの大幅な低減を達成することができるリトラクトマンドレルミル圧延方法を提供する。
【解決手段】マンドレルミルとエキストラクタミルとが直列に配置され、高Cr合金鋼を製管するリトラクトマンドレルミルによる圧延設備において、前記エキストラクタミルがマンドレルバーのストリッピングに必要なエキストラクト力を確保するため、4個以上のスタンドが設置されていることを特徴とするリトラクトマンドレルミル圧延設備である。また、この圧延設備を用いる、リトラクトマンドレルミルによる圧延方法である。
(もっと読む)
管圧延プラント
本発明は、典型的には中から大直径を有する継目無管を圧延するためのプラントに関する。プラントは、半完成管をマンドレル圧延するための調整可能なロールを有する主圧延機を備える。このプラントはまた、主圧延機の下流に位置決めされそれと直列する、ロールが固定された引抜き/縮小機を備える。引抜き/縮小機は、半完成管をマンドレルから引抜き、その直径を完成管のための値に近い所定の値まで縮小するように設計される。最後に、このプラントは、ロールが調整可能な定寸機を備える。定寸機は、引抜き/縮小機の下流に、それに対してラインから外れて位置決めされる。この定寸機は、ロールの径方向位置を調整し、出て行く管の直径を規定するように設計される。本発明はまた、継目無管を圧延するための方法に関する。 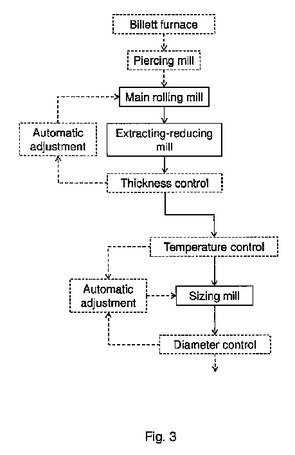 (もっと読む)
(もっと読む)
継目無鋼管の製造方法およびその製造設備
【課題】加熱したビレットを穿孔機により穿孔圧延して中空素管に成形し、引き続きその中空素管を再加熱することなく延伸圧延機により延伸圧延し定径圧延機により定径圧延するに際し、定径圧延後の鋼管で長手方向温度分布の不均一が生じることなく、省エネルギー化を実現できる継目無鋼管の製造方法を提供する。
【解決手段】製造方法は、延伸圧延機の出側で中空素管の温度を長手方向に沿って測定するステップ1と、測定した中空素管の長手方向温度分布に応じて、定径圧延機の入側で中空素管に水を吹き付けて中空素管を冷却し、中空素管の長手方向温度分布を均一にするステップ2と、を含む。
(もっと読む)
継目無管の圧延装置および圧延制御方法
【課題】内面工具を用いずに管の外径を調整する絞り圧延機等の出側において偏肉の小さい管を製造することができる継ぎ目無し管の圧延装置を提供する。
【解決手段】複数の孔型ロールスタンドを有し、内面工具を用いずに管の外径を調整する圧延機11と、前記孔型ロールスタンドのうち、最終スタンドの加工度よりも大きい加工度の中間スタンドの各ロールの圧下位置を個別に調整する圧延制御装置16とを備えることを特徴とする継目無管の圧延装置である。
(もっと読む)
ビレットの穿孔圧延方法
【課題】ビレット(継目無鋼管用素材)をマンネスマンピアサーのような穿孔圧延機にて穿孔圧延するときに被圧延材先端部に内面疵を発生し難くしたビレットの穿孔圧延方法を提供する。
【解決手段】ビレット10を加熱し、穿孔圧延する方法において、前記穿孔圧延するより前に、ビレットの先端部に、先端面中心へのコーン状孔あけ加工40を施すビレットの穿孔圧延方法。また、前記コーン状孔の孔形状を、孔深さが50mm超、孔入口径が前記孔深さ超の孔形状とする。コーン状孔あけ加工40は、前記加熱後前記穿孔圧延前に、突起部を有する金型を用いて前記ビレットの先端面を前記突起部でプレスすることにより行う。以上のビレットの穿孔圧延方法を用いて製造されてなる継目無鋼管。
(もっと読む)
ビレットの穿孔圧延方法
【課題】継目無鋼管の先端部の内面の疵発生を有利に防止するビレットの穿孔圧延方法を提供する。
【解決手段】ビレット10を加熱し、穿孔圧延する方法において、前記穿孔圧延するより前に、ビレットの先端部に、外面へのテーパ加工20を施す。ビレット10の、テーパ加工前の直径をDb、テーパ加工後の先端位置および該先端位置から100mm内側の位置における直径をそれぞれD0、D100とし、前記穿孔圧延に用いる穿孔圧延機の、プラグ先端位置および該プラグ先端位置から0.5×Dbだけ上流側の位置におけるロール間ギャップをそれぞれGt、G0.5Dbとして、下記式(1)が満足されるように、前記テーパ加工を行うことを特徴とするビレットの穿孔圧延方法。G0.5Db>D100>D0>Gt‥‥(1)
(もっと読む)
ビレットの穿孔圧延方法
【課題】継目無鋼管の先端部の内面の疵発生を有利に防止するビレットの穿孔圧延方法を提供する。
【解決手段】ビレット10を加熱し、穿孔圧延する方法において、前記穿孔圧延するより前に、ビレットの先端部に、外面へのテーパ加工20および先端面中心へのコーン状孔あけ加工40を施す。前記コーン状孔の孔形状を、孔深さが50mm超、孔入口径が前記孔深さ超の孔形状とする。ビレット10の、テーパ加工前の直径をDb、テーパ加工後の先端位置および該先端位置から100mm内側の位置における直径をそれぞれD0、D100とし、前記穿孔圧延に用いる穿孔圧延機の、プラグ先端位置および該プラグ先端位置から0.5×Dbだけ上流側の位置におけるロール間ギャップをそれぞれGt、G0.5Dbとして、式(1)が満足されるように、前記テーパ加工を行うことを特徴とするビレットの穿孔圧延方法。G0.5Db>D100>D0>Gt‥‥(1)
(もっと読む)
特殊な特性を有する鋼管を製造する方法及び装置
本発明は、鋼から成る管を製造する方法及び装置に関する。本発明により、最後の前記成形の後の最大20秒の時間内に、700℃〜1050℃の温度で、前記管の通過中に該管の外周表面全体に、該管の管壁の肉厚の400倍以上の長さにわたって、冷却媒体を、高められた圧力及び所定の量で塗布し、該冷却媒体の前記所定の量により、前記急冷に際して、前記管の壁における1℃/秒以上の、前記管の前記長さにわたる同一の冷却速度で、500℃〜250℃の範囲の温度に低下させ、次いで前記管を空気中で引き続き室温に冷却する。  (もっと読む)
(もっと読む)
11 - 20 / 63
[ Back to top ]