
国際特許分類[B21B23/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | グループ17/00,19/00,21/00の1つだけに分類される方法に限定されない管の圧延,例.複合された工程 (63)
国際特許分類[B21B23/00]に分類される特許
31 - 40 / 63
低温における等方じん性が向上した油圧シリンダー用継ぎ目なし精密鋼管およびこれを得る方法
低温における等方じん性が向上した油圧シリンダー用継ぎ目なし精密鋼管の製造方法であり、この方法は、下記の段階:(i)炭素含有量が0.06−0.15重量%でMn含有量が0.30−2.5重量%でSi含有量が0.10−0.60重量%の組成を有する鋼を準備し、
(ii)前記鋼に熱間圧延をAc3より高い温度で受けさせることで継ぎ目なし鋼管を得、(iii)前記継ぎ目なし鋼管をAc1からAc3の範囲内の温度に加熱し、(iv)前記加熱した継ぎ目なし鋼管の焼き入れを実施することで、その用いた鋼の中にフェライトおよびマルテンサイトおよび場合によりベイナイトおよび/または残留オーステナイトで構成されている二(または多)相微細構造を生じさせ、(v)前記焼き入れした継ぎ目なし鋼管に低温延伸を受けさせることで所望寸法の継ぎ目なし精密鋼管を生じさせ、(vi)そのようにして得た継ぎ目なし精密鋼管に応力除去処理を受けさせることでそれの等方じん性を向上させ、そして場合により(vii)そのようにして得たじん性が向上した継ぎ目なし精密鋼管の歪み除去を行ってもよい段階を含んで成る。  (もっと読む)
(もっと読む)
継目無し鋼管圧延用ガイドシューの熱処理方法
【課題】 継目無し鋼管圧延用ガイドシューの熱処理方法を提供する。
【解決手段】 継目無し鋼管圧延用ガイドシューの熱処理において、鋳造後溶体化熱処理条件として、ガイドシューを大気雰囲気中で1200〜1280℃、30〜180分間の熱処理し、引続き大気雰囲気中で700〜900℃、7〜10時間の熱処理を行う継目無し鋼管圧延用ガイドシューの熱処理方法。また、上記溶体化熱処理条件として、ガイドシューを大気雰囲気中で1250〜1280℃、60〜180分間の熱処理する継目無し鋼管圧延用ガイドシューの熱処理方法。さらに、上記ガイドシューを大気雰囲気中で溶体化熱処理した後、引続き、再度大気雰囲気中で700〜800℃、8〜10時間の熱処理を行う継目無し鋼管圧延用ガイドシューの熱処理方法。
(もっと読む)
中径シームレス鋼管の製造方法

【課題】同一造管ロットのピアサ圧延中に、偏心性偏肉不良の発生をその場で検出し、該検出にかかった圧延材に後続する圧延材の偏心性偏肉を低減させる中径シームレス鋼管の製造方法を提供する。
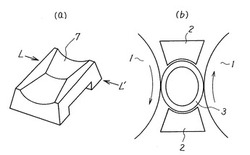
【解決手段】圧延材9を左右のシュー33、34で案内しつつ上下のロール31、32と該ロール間のプラグ11とで傾斜回転穿孔圧延するピアサ圧延を含む中径シームレス鋼管の製造方法において、前記ピアサ圧延中のシュー荷重を監視し、該監視値が所定の下限を下回った側のシューの位置を、パス中心線に近づく位置へ変更する。
(もっと読む)
二相ステンレス鋼継目無管の製造方法
【課題】二相ステンレス鋼ビレットの表面の加熱中の酸化スケールの発生を抑制し、外面疵の発生を防止することが可能な、二相ステンレス鋼継目無管の製造方法を提供する。
【解決手段】加熱炉内雰囲気中の平均二酸化硫黄(SO2)ガス濃度を0.01体積%以下とするとともに、ビレットの炉内加熱時間1.5時間以上4.0時間以下、及び、炉内加熱温度1250℃以上1320℃以下、として加熱する。
(もっと読む)
マルテンサイト系ステンレス鋼管の製造方法
【課題】切断時における割れの発生を防止するのと共に切断後のバリ発生をも抑制する。
【解決手段】質量%で、C:0.15〜0.22%、Si:0.10〜1.00%、Mn:0.10〜1.00%、Cr:12.00〜14.00%、N:0.01%〜0.05%、P:0.020%以下、S:0.010%以下、残部Feおよび不可避的不純物からなるマルテンサイト系ステンレス鋼管の製造方法である。前記マルテンサイト系ステンレス継目無鋼管を製管後、鋼管外表面温度が135〜175℃になるまで空冷し、その後管端部を切断する。
【効果】鋼管自体の割れ感受性を低く抑えつつ、特定の温度範囲で切断することで、切断部分の割れを発生させることなく、かつバリの発生も抑制することができる。
(もっと読む)
切削性に優れた機械構造用鋼管およびその製造方法
【課題】高価な合金を添加することなく、金属組織を制御して、機械加工、特に鋼管内面の切削加工を向上させた機械構造用鋼管およびその製造方法を提供する。
【解決手段】下記(1)式で定義されるα[%]が580以上、640以下であり、金属組織が、面積率20〜70%の焼き戻しベイナイト、面積率が25%以下(0%を含む)のフェライト、残部が焼き戻しマルテンサイトからなることを特徴とする切削性に優れた機械構造用鋼管。
α=830−270C−90Mn−70Cr−83Mo…(1)
ここで、C、M、Cr、Moは各元素の含有量である。
(もっと読む)
継目無鋼管の製造方法
【課題】API規格のN80グレードの強度規定を満たし、且つ靭性にも優れた油井管として好適な継目無鋼管を、効率よく製造する方法を提供する。
【解決手段】質量%で、C:0.30〜0.45%、Si:0.50%以下、Mn:1.0〜2.0%、Cr:0.2〜1.0%、V:0.02〜0.20%、Nb:0.005〜0.050%およびAl:0.050%以下を含有するビレットを加熱し、穿孔し、マンドレルミルで30%以上の断面積加工度で熱間加工を施した後、Ar1変態点以下に冷却し、再加熱炉でAc3〜(Ac3+30+ストレッチレデューサーにおける断面積加工度[%])の温度範囲に加熱した後、ストレッチレデューサーで下記(i)式を満たす条件で加工し、放冷する。X:断面積加工度[%]、Ceqは炭素当量[%]である。
552<2.04X+681.5Ceq<758 ・・・(i)
(もっと読む)
靭性と溶接性に優れた機械構造用高強度シームレス鋼管およびその製造方法
【課題】高強度、高靭性および溶接性を要求される機械構造部材用シームレス鋼管及び該鋼管を焼き戻しを行うことなく安価に製造する方法を提供する。
【解決手段】金属組織が自己焼き戻しマルテンサイト単独組織または下部ベイナイトとの混合組織である靭性と溶接性に優れた機械構造用高強度シームレス鋼管。方位差が15°以上の大角粒界で囲まれる領域の平均径が30μm以下であり、セメンタイトの平均粒径が400nm以下、密度が2×105個/mm2以上であることが好ましい。750℃以上の温度から下記の(1)式を満足する温度T[℃]まで、10〜50℃/sの冷却速度V[℃/s]で、円周方向に回転させながら鋼管の外表面から加速冷却し、空冷する製造方法。
150<T<821.34×V−0.3112 …(1)
(もっと読む)
継目無管の圧延制御方法
【課題】穿孔効率の変動に起因して発生する偏肉を改善すること。
【解決手段】ピアサー又はエロンゲータの出側に設けられたバーステディアを開閉制御しながら圧延を行う継目無管の圧延制御方法である。ピアサー又はエロンゲータ出側におけるホローシェル2の前進速度を計測し、この計測結果から前記ホローシェル2先端のバーステディアBnへの到達予測時刻を演算する。この演算した到達予測時刻に基づいてバーステディアBnの開閉タイミングを制御する。
【効果】 穿孔効率が変動してもバーステディアの開タイミングをホローシェルの先端が当該バーステディアに到達する直前まで待機できるようになって、偏肉発生を効果的に抑制でき、かつ、ホローシェルのバーステディアへの突っ掛けトラブルも防止できる。
(もっと読む)
高強度継目無鋼管およびその製造方法
【課題】冷間加工後の調質処理を必要としない、高強度高靭性継目無鋼管を提案する。
【解決手段】質量%で、C:0.02〜0.07%、Si:0.05〜1.0%、Mn:2.0%超4.5%以下、P:0.030%以下、S:0.015%以下、Al:0.01〜0.06%、N:0.007%以下、O:0.005%以下、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Nb:0.005〜0.20%、Ti:0.005%以上0.03%未満、B:0.001〜0.004%を、(Mn+1.3Cr+1.5Mo+0.3Ni+0.6Cu)≧ 3.0を満足するように含む組成を有し、組織をベイナイト相からなる単相組織あるいは面積率で90%以上のベイナイト相と残部低温変態相からなる混合組織とする。また、Cu、Ni、V、Caのうちの1種または2種以上を含有してもよい。これにより、引張強さ600MPa以上の高強度を有し高靭性で、冷間加工後の靭性劣化が少ない鋼管となる。
(もっと読む)
31 - 40 / 63
[ Back to top ]