
国際特許分類[B21B3/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 合金の組成によって特別な圧延法または圧延順序が必要とされまたは許容される組成をもった特殊合金材料の圧延 (1,606)
国際特許分類[B21B3/00]の下位に属する分類
特殊鉄合金の圧延 (269)
国際特許分類[B21B3/00]に分類される特許
1,331 - 1,337 / 1,337
多方向変形によってスパッタリング物品を形成する方法
複数のスパッタターゲットを形成するよう分割するのに十分な寸法を有するバルブ金属のミル成形体を製造する方法が記載される。本方法は、約100μm以下の好ましい平均粒度及び/又は組織バンドの実質的にない組織を有するミル成形体を形成するためのインゴットの多方向変形を含む。 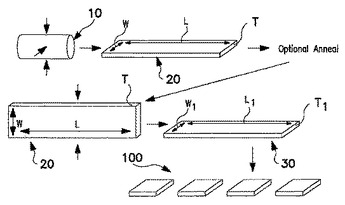 (もっと読む)
(もっと読む)
加工用低ヤング率鋼板およびその製造方法

【目的】 ヤング率Eが200 GPa 以下である鋼板とその製造方法を提供する。
【構成】 C:0.10wt%以下、Si:1.0 wt%以下、Mn:1.0 wt%以下、P:0.15wt%以下、S:0.02wt%以下、Al:0.10wt%以下、N:0.010 wt%以下を含み、かつTi:0.50wt%以下、Nb:0.50wt%以下およびV:0.50wt%以下から選ばれるいずれか1種または2種以上を含有する鋼素材を、Ar3変態点〜(Ar3変態点−100 ℃)の温度域における圧下率が50%以上、最終パスの圧下率が15%以下、かつ終了温度が(Ar3変態点−100 ℃)以上となるように熱間圧延する。
(もっと読む)
純チタン熱間圧延板材の製造方法

【目的】 インゴットの直接熱間圧延にて“表面疵”や“シ−ム疵”の弊害を抑え、材料歩留り良く高品質チタン板を低コストで製造できる手段を確立する。
【構成】 "幅/厚さ≧3.5 " の工業用純チタン矩形インゴットを900〜1000℃の温度に加熱し、鍛造あるいは分塊圧延を施すことなく圧延開始時に表面温度880℃以上で圧下率が10%以上40%未満の圧下を加えた後、引き続いて表面温度880℃未満であって最終圧延終了直後の表面温度が650℃を下回らない温度域にて全圧下率が70%以上となる圧延を行う。
(もっと読む)
薄鋳片の熱間圧延方法
【目的】 薄鋳帯を素材として直接熱延するに際し、特別な鋼組成、鋳片を長時間保定することなく、表面欠陥を少なくする熱延方法。
【構成】 重量%でCi:0.10%以下、Mn:0.05〜1.0%、Si:0.30%以下、N:0.0060%以下、P:0.08%以下を含有する溶鋼を60mm以下の薄鋳片とし、これを直接熱延するに際し、900℃〜1100℃間で少なくとも0.02〜0.15%の歪を加えた後1000〜1200℃に10℃/秒以上の加熱速度で加熱し、熱延することを特徴とした薄鋳片の熱間圧延方法。
【効果】 熱延時の割れが無く、加工性が優れ、しかも表面品質が優れた冷延鋼板が製造可能である。このことは粗熱延を完全に省略できる。
(もっと読む)
酸化物分散強化型合金の加工方法
【構成】bcc構造を有する金属を主体とする合金粉末に微細な酸化物粉末を混合し、機械的合金化法によりマトリックスに微細な酸化物粒子を分散させた酸化物分散強化型合金を、熱間押出し後、熱間圧延を行った板を圧延方向を変えずに熱間圧延面に対して垂直な面に冷間圧延を行う加工方法である。
【効果】熱間押出し後の熱間圧延板の圧延方向を変えずに、熱間圧延板面と垂直の面、即ち、熱間圧延板面と90°をなす面で冷間圧延を行うことにより、室温においても極めて良好な加工性が得られる。
(もっと読む)
耐HAZ軟化性の優れた高強度電縫鋼管の製造方法
成形性に優れた高光沢チタン箔の製造方法
1,331 - 1,337 / 1,337
[ Back to top ]