
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
171 - 175 / 175
熱間圧延ラインの搬送ロール

【課題】 金属製芯金に電気絶縁層を有するスリーブを嵌合した熱間圧延ラインの搬送ロールにおいて、ロールの熱膨張に起因するスリーブの破損を防止でき、また耐衝撃性に優れたロールを提供すること。
【解決手段】 ロール端部にばねを設置し、該ばねと電気絶縁層を有するスリーブ間に金属製スリーブを介在させ、該ばねによって該金属製スリーブを介して電気絶縁層を有するスリーブに圧縮荷重を与えるようにしたことを特徴とする熱間圧延ラインの搬送ロール。そして前記ばねは、皿ばねであることが好ましい。
(もっと読む)
極厚鋼板の製造方法
【課題】連続鋳造スラブや、連続鋳造スラブを予備圧延した鋼板を圧下比2未満で、板厚200mm以上の内質が均一な極厚鋼板とする製造方法を提供する。
【解決手段】複数の鋼片を、重ね合わせる面の黒皮を除去して重ね合わせ、界面を真空状態とした後、周囲を溶接して組立てた複合スラブまたは、周囲を溶接後、界面を真空状態として組立てた複合スラブを熱間圧延前に1100℃以上に加熱後、圧下比2未満で熱間圧延し、必要に応じて徐冷BOXまたは保温材を用いて冷却する冷却時間tが下記式を満足する。t≧(Ra)2/0.15 但し、t:圧延終了後、500℃までの冷却時間(sec)、Ra:黒皮除去後の鋼片表面の中心線平均粗さ(μm)とする。熱間圧延後、更に50MPa以上の静水圧を付加する場合は冷却時間tをt≧(Ra)2/0.6とする。
(もっと読む)
誘導加熱のためのビレット支持システム
本発明の装置及び方法はビレットが電気誘導によって加熱されているときに、ビレットを誘導コイル内に支持する。2つ以上の耐熱性セラミックのレールはビレットをコイルの内部にスライドさせる、ビレットを加熱処理中に配置する、及びビレットをコイルの外部にスライドさせる曲線的表面を与える。レール位置調節手段は多様な寸法のビレットを収容するためにレールを移動させるための手段を与える。 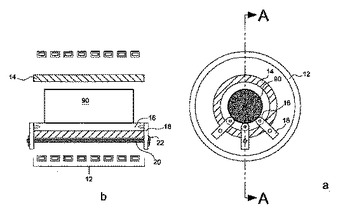 (もっと読む)
(もっと読む)
加工性に優れ、かつ加工性の幅方向での変動が少ない薄鋼板の製造方法

【課題】 寸法精度の厳しいプレス加工用途にも適合し得る、加工性に優れ、かつ加工性の幅方向で均一な薄鋼板の製造方法を提供すること。
【解決手段】 重量%にて、C:0.2%以下、Si:2.0%以下、Mn:3.0%以下、P:0.2以下、S:0.05%以下、O:0.004%以下、sol.Al:0.01〜0.1%、N:0.02%以下を含有する連続鋳造スラブを再加熱後または直接熱間圧延するに際して、Ar3以上で圧下率70%以上で1次圧延を施し、鋼帯全体をAr3+10℃〜1150℃の範囲内で再加熱し、その再加熱の前または後またはその両方で鋼帯の幅方向エッジを100℃以下で加熱し、Ar3点以上の温度で80%以上の圧下率にて2次圧延を施し、その終了温度をAr3〜Ar3+30℃の範囲内とし、引き続き750℃以下の温度で巻き取る。
(もっと読む)
圧延機間溶接式連続圧延法及びその装置
【課題】 既存の設備の大幅な変更を伴うことなく、ビレットの処理タイムサイクルの短縮化を可能にした圧延機間溶接式連続圧延法及びその装置を提供する。
【解決手段】 第4スタンドから出てきた材料30は圧延前のものに比べてその断面積が小さくなっており、その材料の移動に走行式溶接機24を同期させながら移動させつつ、走行式溶接機24により先行の材料31の後端と後行の材料30の先端とをフラッシュバット溶接により接続して連続材を生成する。そして、その連続材の溶接部のバリを除去した後に、更に下流に配置さている第4スタンド11以降の圧延機列により連続的に圧延する。
(もっと読む)
171 - 175 / 175
[ Back to top ]