
国際特許分類[B21B45/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901) | 潤滑,冷却,清浄のためのもの (548)
国際特許分類[B21B45/02]に分類される特許
1 - 10 / 548
巻取り温度制御装置およびその制御方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋼板内の材質均一性に優れた高強度高靭性厚肉鋼板及びその製造方法
【課題】材質均一性に優れた高強度高靭性厚肉鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.04〜0.12%、Si:0.01〜0.5%、Mn:0.5〜2.5%を含有し、残部がFeおよび不可避的不純物からなり、かつ式(1)で示す炭素当量Ceqが0.49以下であり、金属組織がフェライトとベイナイトとマルテンサイトからなる組織であり、鋼板表層部分のマルテンサイトが体積分率で20%以下であり、板厚方向の硬さのばらつきがビッカース硬さでΔHV100以下であることを特徴とする材質均一性に優れた高強度高靭性厚肉鋼板。
【数1】 (もっと読む)
(もっと読む)
コイル洗浄装置
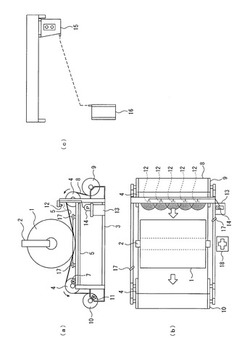
【課題】鋼帯を巻き取ったコイル外周の予め設定された拭き取り部分の汚れを除去することが可能なコイル洗浄装置を提供する。
【解決手段】鋼帯を巻き取ったコイル1が当該コイルの内周で支持された状態で洗浄液の付与された拭き取り材8をコイル外周の予め設定された拭き取り部分に所定の押し付け力で押し付け、洗浄液の付与された拭き取り材8がコイル外周の拭き取り部分に所定の押し付け力で押し付けられた状態で当該洗浄液の付与された拭き取り材8をコイル外周の周方向の何れか一方に移動する。二つのテンションロール4に所定の張力で巻回されたゴムベルト5とコイル1の外周との間に挟まれた拭き取り材8をコイル外周の下側部分に所定の押し付け力で押し付けることにより、拭き取り材8のコイル外周への接触面圧が接触面内で均一化される。
(もっと読む)
熱延鋼板の冷却方法

【課題】溶融亜鉛めっき鋼板の原板を製造するのに適した熱延鋼板を得ることができる冷却方法を提案する。
【解決手段】Si含有量が0.2mass%以上の熱延鋼板を、熱間圧延ラインの下流に配置された冷却設備に導入して該鋼板の上面、下面に冷却水を供給して冷却する方法において、前記熱延鋼板の幅方向端部から中央部に向かう50〜150mmの領域および該熱延鋼板の先端部および尾端部の長手方向に沿う5〜30%の長さに相当する領域の少なくとも一方を、定常部の温度よりも高い温度に維持する。
(もっと読む)
熱鋼板の冷却方法およびその冷却設備
【課題】幅方向における温度分布の均一化を図り、良好な品質の熱鋼板を得ることができる冷却方法およびその冷却設備を提案する。
【解決手段】熱間圧延ラインに配置された冷却設備に熱鋼板Sを導入して、その上面に冷却水を供給することによって該熱鋼板Sを冷却するに当たって、冷却設備の入側から出側に至るまでの全長さのうち、該冷却設備の出側からその上流側1/3〜2/3の長さに相当する領域で、熱鋼板Sの幅端からその幅方向中央に向かう50〜150mmの範囲にわたって冷却水の供給を遮断する。
(もっと読む)
熱延鋼板の張力制御方法及び製造方法
【課題】超微細粒鋼を製造する際に必要となる強冷却を行う際にも最終圧延機とピンチロールとの間の張力変動を抑制して歩留まりを向上させるとともに、製造停止に至るトラブルも回避することが可能な、熱延鋼板の張力制御方法及び製造方法を提供する。
【解決手段】仕上圧延機列の最終圧延機1と、該最終圧延機の出側に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板Sの上下両面に当接するピンチロール3と、を備えた装置を用いて熱延鋼板を製造する際に、鋼板の先端がピンチロールに到達して、仕上圧延機列の最終圧延機とピンチロールとの間の鋼板の張力が確立した後の予め定められたタイミングで冷却装置による冷却を開始するにあたり、冷却による温度変化によって生じる鋼板の長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を修正する熱延鋼板の張力制御方法、及び、該熱延鋼板の張力制御方法を用いる熱延鋼板の製造方法。
(もっと読む)
冷間圧延方法及び金属板の製造方法
【課題】ハイブリッド潤滑システムが設けられた冷間タンデム圧延において、高速圧延に対応可能な冷間圧延の技術を提供する。
【解決手段】隣接圧延スタンドにおける圧延実績と当該圧延スタンド入側に設けられた第2圧延油供給系統より供給されたエマルション圧延油の供給量から隣接する圧延スタンドでの摩擦係数と圧延後の鋼板表面粗さを逆算して、圧延後の鋼板表面粗さを最終圧延スタンド入側に供給される第2のエマルション圧延油の供給条件として予測する。また、予め設定された最終圧延スタンド及び隣接する圧延スタンドとの摩擦係数差の絶対値より最終圧延スタンドでの目標摩擦係数を設定する。最終圧延スタンドでの摩擦係数が目標摩擦係数となるように、最終圧延スタンド入側の第2圧延油供給系統から供給される第2のエマルション圧延油を供給する条件としての鋼板1表面粗さに基づき第2のエマルション圧延油の供給量をフィードフォワード制御する。
(もっと読む)
板表面の液体除去装置及び板表面の液体の除去方法
【課題】騒音が小さく、エネルギー浪費量が少なく、再汚染の可能性が低く、幅広の鋼板に適用可能であり、かつ長期間の連続使用にも耐えられる板表面の液体除去装置及び鋼板表面の液体の除去方法を提供する。
【解決手段】板表面11aに付着した液体12を吸収可能な多孔質弾性体層2がロール面3aに備えられた水切ロール3と、多孔質弾性体層2を押し潰すように水切ロール3に押し当てられる絞りロール4と、を具備しており、絞りロール4によって多孔質弾性体層2から絞り出された液体12が、絞りロール4及び水切ロール3の回転軸方向に沿って排出されるように構成された鋼板表面の液体除去装置1を採用する。
(もっと読む)
鋼板の冷却制御方法、鋼板の製造装置
【課題】変態率の予測を行うことなく鋼板の比熱を算出する方法によって、鋼板温度予測を高精度化し、冷却後の鋼板温度を所定の温度に制御する鋼板の冷却制御方法を提供する。
【解決手段】Ac3変態点以上にまで加熱された高温の鋼板を搬送しながら冷却水を噴出する冷却装置を用い、鋼板の温度予測計算結果に基づいて冷却水量を操作して冷却後の鋼板温度を所定の温度に制御する冷却制御方法であって、冷却装置の入側および出側で測定した冷却前後の鋼板温度実績値と、冷却装置内の1箇所以上の地点で測定した鋼板温度実績値と、を解析して導出した鋼板の比熱を用い、鋼板の予測温度を演算することを特徴とする。
(もっと読む)
熱延コイルの冷却方法と製造方法および冷却装置
【課題】高強度鋼板の母材である熱延コイルを冷間圧延する際に起こる板厚変動を効果的に防止することができる熱延コイルの冷却方法とその方法で熱延コイルを製造する方法を提案すると共に、それらの方法に用いる冷却装置を提供する。
【解決手段】熱間圧延した熱延鋼帯を巻き取った直後の熱延コイルを、上記熱延コイルを搬送する搬送装置および/またはコイル置場において冷却するに当たり、上記熱延コイルの外周面のコイル置台または地面に接する部分と接していない部分の冷却速度を、熱延コイル外周面のコイル置台または地面と接していない部分に対して接している部分を加熱する方法、あるいは、熱延コイル外周面のコイル置台または地面と接している部分に対して接していない部分を強制冷却する方法のいずれかの方法で等しくなるよう冷却する。
(もっと読む)
1 - 10 / 548
[ Back to top ]