
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
71 - 80 / 175
棒鋼の製造設備
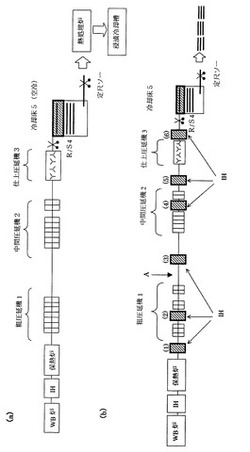
【課題】従来冷間加工前にオフラインで施されていた熱処理を省略することができる棒鋼の製造設備を提供する。
【解決手段】加熱炉及び/又は誘導加熱炉の後段に、粗圧延機、中間圧延機、仕上圧延機及び切断機を有する棒鋼の製造設備であって、前記各種圧延機の入り側または出側もしくは前記粗圧延機または前記中間圧延機内のスタンド間の位置において一ヶ所または二ヶ所以上に誘導加熱装置を有するとともに、前記切断機の出側に切断後の棒鋼を急速冷却する水冷設備を有することを特徴とする棒鋼の製造設備。
(もっと読む)
電縫鋼管の熱処理方法

【要 約】
【課 題】 従来の電縫管溶接部熱処理(シームアニール)方法では、管の肉厚全体を効率良く目標温度に到達させることが困難である。
【解決手段】 管5の内外両面側に誘導コイル11a,13aを配置したスタンド15を通管方向に複数配設し、溶接部を内外両面側から誘導加熱する。その際、第1スタンドから最終前のいずれか1スタンドまでは、該1スタンドの出側の溶接部の内外両面温度がAc3変態点を超えるまで加熱し、後続のスタンドで、同溶接部の内外両面温度がキュリー点を超える所定温度に保たれつつ同溶接部の肉厚中心部が目標温度に達するように加熱する。
(もっと読む)
搬送装置及び熱間圧延装置、並びに搬送方法及び熱間圧延方法
【課題】熱間圧延を高温・高速化しつつも、搬送ローラの破損を防ぐことができる搬送装置及び熱間圧延装置、並びに搬送方法及び熱間圧延方法を提案する。
【解決手段】所定間隔で並列に支持された複数本の搬送ローラ5a,6aを有し、該搬送ローラ5a,6aによって、圧延機から保加熱炉6内へと被工作物Yを搬送する搬送装置であって、前記保加熱炉6の上流で、該保加熱炉6内の前記搬送ローラである炉内ローラ6aに前記被工作物Yが与える衝撃の大きさを予測するためのデータを取得する衝撃予測用データ採集部12と、前記衝撃予測用データ採集部12が取得した前記データから衝撃の大きさを予測し、該衝撃の大きさに応じて、前記保加熱炉6内での前記被工作物Yの搬送速度を調節する制御部11とを備える。
(もっと読む)
鋼材精整処理設備および鋼材精整処理方法
【課題】鋼材の精整処理能力を向上できる新規な鋼材精整処理設備および鋼材精整処理方法を提供するものである。
【解決手段】鋼材を搬送する搬送ライン1に順次鋼材を装入した後、高負荷鋼材を当該搬送ライン1から取り出して高負荷鋼材処理部61,62,63,64で処理すると共に、低負荷鋼材を当該搬送ライン1から取り出して低負荷鋼材処理部83で処理する鋼材精整処理方法であって、前記高負荷鋼材および低負荷鋼材を前記搬送ライン60に装入するに際し、前記高負荷鋼材処理部61,62,63,64による前記高負荷鋼材の処理時間を予想し、高負荷鋼材が前記高負荷鋼材処理部で処理されている間に前記低負荷鋼材が搬送されるよう高負荷鋼材の連続装入本数および低負荷鋼材の連続装入本数を決定する。これによって、高負荷鋼材が前記高負荷鋼材処理部61で処理されている間の搬送ライン1の空き時間を有効に活用できるため、鋼材の精整処理能力を向上させることができる。
(もっと読む)
棒鋼の製造方法
【課題】条材の製造方法における、安価で簡単なヘゲ疵抑制方法の提供。
【解決手段】本発明に係る条鋼の製造方法は、本発明に係る条鋼の製造方法は、鋼塊2を鍛伸して鍛片4を得る工程と、鍛片4を砥石研削する工程と、砥石研削された鍛片4を圧延して鋼片30を得る工程と、鋼片30を砥石研削して鋼片32を得る工程と、この鋼片32を圧延して条鋼を得る工程とを備えている。鍛片4を砥石研削する工程は、鍛片の研削される表面を水で濡らして砥石研削する工程である。鋼片30を砥石研削する工程は、鋼片30の研削される表面を水で濡らして砥石研削する工程である。砥石研削する工程では、砥石の押し付け圧力は、0を超え4.0MPa以下である。
(もっと読む)
マグネシウム合金圧延材の製造方法
【課題】コイル状に巻かれたマグネシウム合金板材を展開し、高速にかつ高精度に目標温度にまで加熱し、前記コイル材を加熱した直後に、連続的に圧延することによって、効率よくマグネシウム合金圧延材を製造する方法を提供することを目的とする。
【解決手段】コイル状に巻かれたマグネシウム合金板材1を連続的に引き出して圧延する方法において、引き出された前記マグネシウム合金板材1に、高速加熱装置2に備えられた赤外線ランプ20a〜20eおよび21a〜21eを用いて近赤外線を照射することにより前記マグネシウム合金板材1を昇温加熱する昇温工程と、前記昇温加熱後の前記マグネシウム合金板材1を圧延する圧延工程とを連続的に行うことを特徴とするマグネシウム合金圧延材11の製造方法を用いることにより、上記課題を解決できる。
(もっと読む)
粗バー加熱装置
【課題】粗バー加熱装置の使用に伴うシールドカバーの変形、この変形に起因した、インダクターの内部へのスケール侵入を防止する。
【解決手段】加熱コイル3、鉄心2を組み込んだコイルパッケージ4を内蔵し、耐熱断熱板7により底面が構成され、底面及び粗バー5の搬送方向と略直交する縦面を有し、粗バー5の幅方向の略全域を誘導加熱するインダクター13と、縦面から底面の一部へかけて装着される略L字型の断面形状を有するシールドカバー12とを備える粗バー加熱装置20で、シールドカバー12の角部に、粗バー5の幅方向へ向けて互いに離間して複数固定されるシールドカバー変形抑制部材21を備える。シールドカバー変形抑制部材21は、縦面に装着されるベース部材23と、略L字型に屈曲した形状で、ベース部材23に粗バーの幅方向へ向けて互いに離間して複数本固定され、インダクター13の底面を支持する丸棒状部材24とを有する。
(もっと読む)
誘導加熱ビレットヒータ
【課題】第一に、ビレットを誘導加熱ビレットヒータ内を通過させていくときに見られる、前後の加熱ビレットどおしが溶着した状態でヒータ出口から出てくることを防止できて、一個一個のビレットを確実に分離した状態で、次の工程に送り出すことを可能にする誘導加熱ビレットヒータを提供すること、第二に、加熱ビレットとビレット案内レールとが接触する部分で該案内レールへの伝熱冷却に起因してビレット上部とビレット下部で温度差が生ずることを防止できて、ビレットの横断面全体で均一な加熱温度分布で加熱することができる誘導加熱ビレットヒータを提供すること、第三に、上述した第一と第二の目的の双方を実現する誘導加熱ビレットヒータを提供すること。
【解決手段】誘導加熱コイル内に、加熱ビレットを載せて通過経路を構成して延在している一対の案内レールに対し振動モータを連結し、前記加熱ビレットを載せて通過させる案内レールに対して振動を与えるように構成したことを特徴とする誘導加熱ビレットヒータ。
(もっと読む)
スケール剥離性に優れたSi、Cr含有条鋼材の製造方法
【課題】条鋼材を熱間圧延する際に形成される表面疵の発生を大きな設備投資をすることなく抑制することができ、近年の厳しい表面疵保証を満足する条鋼材製品を製造することができる条鋼材の熱間圧延方法を提供すること。
【解決手段】0.05質量%(%と略記。以下同様。)以上のSiおよび0.1%以上のCrを含有する鋼ビレットを加熱炉内で1000℃以上1150℃の温度で60分以内保持した後、抽出前に、1200〜1350℃の温度で5℃/min.以上で加熱した後、10分以内保持して加熱炉より抽出後、露点:30〜60℃の湿潤雰囲気中に2秒以下の短時間曝す水蒸気酸化処理を1回もしくは2回以上行ない、高圧水デスケーリングならびに圧延するスケール剥離性に優れたSi、Cr含有条鋼材の製造方法。
(もっと読む)
歪時効硬化特性に優れた高張力熱延鋼板およびその製造方法
【課題】高い成形性と安定した品質特性を有し、自動車部品に成形したのちに十分な自動車部品強度が得られ、車体の軽量化に十分に寄与できる、歪時効硬化特性に優れた高張力熱延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.15%以下、Si:2.0%以下、Mn:2.5%未満、P:0.08%以下、S:0.02%以下、Al:0.02%以下、N:0.0050〜0.0250%を含み、N/Alが0.3以上である組成を有する鋼スラブを1000℃以上に加熱した後に、粗圧延と、仕上圧延出側温度を800℃以上とする仕上圧延とを行った後、0.5秒以内に冷却速度20℃/s以上で冷却し、650℃以下の温度で巻取る。これにより、固溶状態のNが0.0010%以上、平均結晶粒径10μm以下のフェライト相を面積率で50%以上、あるいはさらにマルテンサイト相を面積率で5%以上含む組織とを有する高張力熱延鋼板を得る。
(もっと読む)
71 - 80 / 175
[ Back to top ]