
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
41 - 50 / 175
熱間圧延ラインにおけるデスケーリング装置、熱間圧延における被圧延材のデスケーリング方法、および、熱延金属帯の製造方法
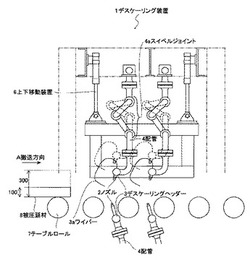
【課題】デスケーリング装置を被圧延材の厚さの変動や反りに応じて昇降させた場合でも、フレキシブルホースによった場合のように支持機構やホースの破れなどの問題が生じるのを防止できる、熱間圧延ラインにおけるデスケーリング装置、熱間圧延における被圧延材のデスケーリング方法、および、熱延金属帯の製造方法を提供する。
【解決手段】上側のデスケーリングヘッダー3に向け水を供給する配管4を、スイベルジョイント4aを介して屈曲可能とする。
(もっと読む)
リング状熱間圧延線材の冷却方法およびその装置

【課題】リング状熱間圧延線材の密部と疎部の各冷却速度が目標とする所定冷却速度に対して所定偏差内に収まるような徐冷が可能であり、かつ、急冷への対応力も有したリング状熱間圧延線材の冷却方法およびその装置を提供する。
【解決手段】冷却用空気噴出孔を有したデッキ20と、移送方向に所定ピッチでリング間のずれの存在するリング状熱間圧延線材10を移送するためのデッキ20上に設けられた右側、左側のチェーンコンベア30a、30bとを備えたリング状熱間圧延線材の冷却装置において、リング状熱間圧延線材10の疎部とデッキ20との間に取り外し可能な冷却用空気噴出孔を塞ぐヒータ付き断熱パネル40が設けられている。
(もっと読む)
加熱炉装入順及び抽出順・圧延順作成方法、並びに、加熱炉装入順及び抽出順・圧延順作成装置
【課題】複数本のスラブについての加熱炉からの抽出待ち時間及び圧延時間の総和が可及的に短くなるように、加熱炉に対する装入順パターン及び抽出順パターン並びに圧延機における圧延順パターンを最適に計画する。
【解決手段】加熱炉装入順及び抽出順・圧延順作成方法では、最善解の導出判断ステップ(S2−9)及び最善解の更新及び保存ステップ(S2−10)で、作成された装入順、抽出順及び圧延順パターンを、メモリに保存されている最善解と比較し、作成された装入順、抽出順及び圧延順パターンが前記最善解よりも評価が高い場合には、作成された装入順、抽出順及び圧延順パターンを新しい最善解として記憶手段に保存し、作成された装入順、抽出順及び圧延順パターンが前記最善解よりも評価が低い場合には、メモリに保存されている前記最善解を維持する。
(もっと読む)
鋼板エッジ部の誘導加熱方法
【課題】連続的に搬送される鋼板のエッジ部を誘導加熱装置で加熱するに際し、幅が異なる先行材と後行材の接合部においても目標温度域での加熱を安定的に行える鋼板エッジ部の誘導加熱方法を提供する。
【解決手段】鋼板エッジ部の誘導加熱方法において、予め求めたラップ長Lと昇温量との関係に基づき、接合部における先行材側のラップ長Lと、接合部における後行材側のラップ長Lとが、先行材側及び後材側ともに安定して圧延可能なラップ長となるように、インダクタ51a,51bの接合部における鋼板Sの幅方向の位置P3を予め定めておき、接合部がインダクタ51a,51bを通過する前に、インダクタ51a,51bを先行材定常位置P1から前記位置P3まで移動させ、接合部がインダクタ51a,51bを通過した後に、インダクタ51a,51bを前記位置P3から後行材定常位置P2まで移動させるよう制御する。
(もっと読む)
Cr含有条鋼材の製造方法
【課題】スケール剥離性に悪影響を与えるCrを含有するCr含有条鋼材であっても、スケール剥離性を改善でき、表面性状に優れたCr含有条鋼材を製造する。
【解決手段】Crを0.10〜2.0%含む鋼片を加熱炉から取り出し、デスケーリングした後に、熱間圧延するCr含有条鋼材の製造方法であって、(a)前記加熱炉にて、鋼片の表面温度が800℃以上1150℃以下の温度域で15分以上加熱した後、その表面温度(抽出温度)が前記温度域にある鋼片を加熱炉から取り出し、(b)直ちにO2濃度:10体積%以上の雰囲気中で、(b−1)鋼片の表面温度が1200℃以上1350℃以下の範囲内の温度(到達温度)となるまで、5℃/sec以上の昇温速度で前記鋼片を急速加熱し、(b−2)上記到達温度で0.1秒以上60秒以下保持した後、(c)デスケーリングすることを特徴とするCr含有条鋼材の製造方法。
(もっと読む)
Cr含有条鋼材の製造方法
【課題】スケール剥離性に悪影響を与えるCrを含有するCr含有条鋼材であっても、スケール剥離性を改善でき、表面性状に優れたCr含有条鋼材を製造する。
【解決手段】Crを0.1%(質量%の意味。鋼の化学成分において以下同じ。)以上含む鋼片を、加熱してからデスケーリングする工程、次いでデスケーリングした鋼片を熱間圧延する工程を含むCr含有条鋼材の製造方法であって、
前記加熱を下記条件で行うことを特徴とするCr含有条鋼材の製造方法。
(加熱条件)
加熱温度:1150〜1250℃
室温から上記加熱温度までの昇温速度:5〜30℃/min.
上記加熱温度での保持時間:3〜60秒
上記加熱温度で保持時の雰囲気:O2濃度が10〜30体積%である雰囲気
(もっと読む)
酸化抑制剤
【課題】熱間鍛造などの加熱処理が施される鋼材に事前に塗布しておくことで、加熱処理後の鋼材の表面に生成していたスケールを効果的に抑制することができる酸化抑制剤を提供する。
【解決手段】酸化抑制剤として、炭酸マグネシウム、又は塩化ナトリウム、又は炭酸マグネシウムと塩化ナトリウムとの混合物のうち、何れか一種を含有させたことによって、熱間鍛造などにより加熱処理された鋼材の表面にスケールが生成することを抑制する。
(もっと読む)
テーパ鋼管の製造方法及びその装置
【課題】鋼管を大幅に縮径する必要がある場合でも、加工初期から中期における波状肌の発生を抑制するとともに、加工後期における割れを防止することができるテーパ鋼管の製造方法及びその装置を提供すること。
【解決手段】加熱装置Hを通過させて鋼管Wを加熱しながら、鋼管W周面に絞り加工装置の絞りローラRを当接して鋼管Wをテーパ加工するに際して、前記絞りローラRによって成形された直後の鋼管部分を冷却水によって冷却するテーパ鋼管の製造方法において、加工中の鋼管Wの加工の進捗に合わせて冷却度合を減少させる。
(もっと読む)
表層溶融処理方法および表層改質鋼鋳片、加工製品
【課題】安価に、かつ生産性を低下させることなく、鋼鋳片の表層部を溶融処理して高清浄化を図る技術、その表層溶融処理部分に、金属元素、合金、もしくは異種鋼材を添加して高機能化を図り複合鋼材を得る技術において、プラズマ加熱によって、従来よりも表層改質層が厚く、かつ、深さ方向のばらつきの小さい複合鋼鋳片を製造する方法を提供することを目的とする。
【解決手段】搬送されている鋼鋳片の表層を、バーナー加熱、誘導加熱、プラズマ加熱のうちの少なくともいずれかの方法によって予熱し、その後、プラズマ加熱によって20W/mm2以上の表面入熱密度で、鋼鋳片表面から10mm以上の表層部を溶融処理する。
(もっと読む)
鋼材の割れ防止のための保温装置
【課題】圧延後の高温の鋼材が次工程の焼鈍炉へ装入されるまでに急冷されて割れを発生されることを防止するための鋼材の割れ防止のための保温装置を提供する。
【解決手段】鋼材を圧延後、直接焼鈍炉に送る工程において、急冷による鋼材の割れを防止するための保温装置を配設したことを特徴とする鋼材の割れ防止のための保温装置。また、上記の保温装置が装入テーブルに収納式の材料保温機構からなることを特徴とする鋼材の割れ防止のための保温装置。さらに上記鋼材がマルテンサイト系ステンレス鋼、工具鋼、または耐熱鋼の棒鋼であることを特徴とする鋼材の割れ防止のための保温装置。
(もっと読む)
41 - 50 / 175
[ Back to top ]