
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
31 - 40 / 175
端部加熱装置および厚鋼板の徐冷方法

【課題】脱水素により水素性欠陥の発生を防止するため、段積みした厚鋼板の端部を加熱する、端部加熱装置および厚鋼板の徐冷方法を提供する。
【解決手段】厚鋼板端部を加熱する加熱機構、好ましくは熱風加熱装置と、該加熱機構を段積み山に対向する垂直平面内において移動可能とする移動機構と、前記加熱機構および前記移動機構を段積み山に対して進退可能とする走行機構とを備えている加熱装置。
上記端部加熱装置を用いて熱間圧延後の厚鋼板を段積み徐冷する際、予め退避させておいた前記端部加熱装置の加熱機構を段積み徐冷されている厚鋼板の端部に近接させ、前記加熱機構を段積み山に対向する垂直平面内において移動させながら厚鋼板の端部を加熱する方法。
(もっと読む)
電磁鋼板用冷間圧延設備及び圧延方法

【課題】加熱装置の前設備である矯正機に於いて板破断する問題がある。
【解決手段】電磁鋼板9を冷間圧延する圧延機2と、圧延機2へコイル8を払い出しするペイオフリール1と、圧延機2とペイオフリール1との間に配置された矯正機5を備えた圧延設備において、ペイオフリール1に予備加熱装置6を設けると共に圧延機2の前に加熱装置7を設け、ペイオフリール位置で予備加熱装置6により電磁鋼板9を予備加熱し、更に圧延機前で加熱装置によりコイル8を加熱するので、加熱装置7より前に設置された矯正機5を通過する電磁鋼板9は、予備加熱装置6で予め加熱されており、加熱装置7の前設備である矯正機5に於いて板破断する問題がなくなる。
(もっと読む)
厚鋼板の製造方法および製造設備
【課題】被圧延材に対する加熱位置の調整(位置合わせ)が極めて簡易であり、比較的簡素な設備でもって被圧延材の先尾端部の加熱を行うことが可能となる、厚鋼板の製造方法および製造設備を提供する。
【解決手段】加熱炉における加熱処理後の被圧延材に対し粗圧延および仕上圧延を行う厚鋼板の製造方法であって、前記粗圧延前または前記粗圧延中に前記被圧延材を90度回転させて幅出し圧延を行い、前記幅出し圧延における前記被圧延材の90度回転後に、前記被圧延材の先尾端部を再加熱する、厚鋼板の製造方法が提供される。
(もっと読む)
熱回収装置
【課題】熱間圧延ラインにおける金属材料の処理により発生する熱を回収して、電力として貯蔵する熱回収装置を提供する。
【解決手段】金属材料100を加熱して圧延する熱間圧延ライン20の熱回収装置10であって、熱間圧延ライン20における金属材料100の処理によって発生する熱を電力に変換する熱電変換手段11と、熱電変換手段11により変換された電力を蓄える電力貯蔵手段12とを備える。
(もっと読む)
水中油型乳化組成物
【課題】高温度の環境下で使用される還元剤が環境負荷とならない安全性の高い成分で、還元剤が潤滑性能を有する水中油型乳化組成物を提供する。
【解決手段】還元剤が、高温度の使用環境下で高い還元性を有し、且つ潤滑性をも兼ね備えた従来に無い安全性の高い還元剤であって、構成する水中油型乳化組成物の成分が、基油成分及び界面活性剤成分及び水成分及びグリコールエーテル成分、さらには水中油型乳化組成物の油相内に高級アルコール成分及び/又は高級脂肪酸成分を含むことを特徴とする水中油型乳化組成物とする。
(もっと読む)
マイクロアロイ鋼、特に管鋼を製造するための装置および方法
本発明は、マイクロアロイ鋼、特に管鋼の製造方法であって、その際、鋳造されたスラブ(1)が、スラブ(1)の搬送方向(F)において、以下の順番で、鋳造機械(3)、第一の炉(4)、少なくとも一つの粗圧延スタンド(5)、第二の炉(6)、少なくとも一つの仕上圧延スタンド(7)および冷却区間(8)を有する設備(2)を通り抜ける製造方法に関する。本発明に従い、以下のステップを有することが提案される。
a)スラブが設備(2)を通って走行する間の、スラブ(1)の望まれる温度プロフィルを定義する。
b)スラブ(1)の温度の最適化の為の、少なくとも一つの温度に影響を及ぼす要素(9,10)を、定義された温度プロフィルに従い、設備(2)の生産ライン(L)内に位置決めする、その際、温度に影響を及ぼす要素(9,10)が、第一の炉(4)と、少なくとも一つの粗圧延スタンド(5)の間、及び/又は、第二の炉(6)と少なくとも一つの仕上圧延スタンド(7)の間にもたらされる。
c)このようにして構成された設備(2)内において、スラブ(1)またはストリップの生産を行い、その際、定義された温度プロフィルが少なくとも大幅に保たれるように、少なくとも一つの温度に影響を及ぼす要素(9,10)を作動させる。 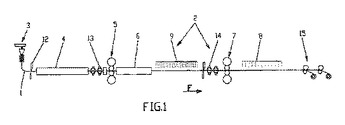 (もっと読む)
(もっと読む)
耐食性に優れた複層鋼板及びその製造方法
【課題】表層領域における合金の濃度分布のばらつきを低減して、鋼鋳片の表層領域を確実に改質でき、高い耐候性を備え、耐食性に優れた複層鋼板及びその製造方法を提供する。
【解決手段】板厚t方向で表面1a及び裏面1bから1〜20%迄の表層領域1A、1Bにおける添加元素の成分組成が、Cu+Ni+Cr+Mo+Nb+不可避不純物:3〜30%の範囲とされ、且つ、表層領域1A、1Bにおける添加元素の各成分が、鋼板内部1Cよりも濃化されている。
(もっと読む)
鋼材加熱方法、加熱制御装置およびプログラム
【課題】内部酸化に起因したスケール疵が発生する確率を更に低減しつつ鋼材を加熱することが可能な鋼材加熱方法、加熱制御装置及びプログラムを提供すること。
【解決手段】本発明に係る鋼材加熱方法では、質量%でC=0.0005〜0.25%、Si≦0.5%、Mn=0.1〜1.5%、P=0.005〜0.03%、S≦0.03%、Al=0.005〜0.18%、N≦0.02%(残りはFeを除いて不可避的に含有される元素である。)を含有する鋼材を、1150℃以上の前記鋼材表面温度をTs1(℃)とし、Ts1が1150℃以上における加熱時間をt1(分)とした場合、以下の式1を満たす条件で加熱する。
Ts1+0.857×t1 < 1270 ・・・(式1)
(もっと読む)
Cr含有条鋼材の製造方法
【課題】スケール剥離性に悪影響を与えるCrを含有するCr含有条鋼材であっても、スケール剥離性を改善でき、表面性状に優れたCr含有条鋼材を製造する。
【解決手段】Crを0.10〜2.0%含むCr含有条鋼材を製造する方法であって、
加熱炉から鋼片を取り出した後、鋼片に対してデスケーリングを行う工程a、
前記工程aの後に、鋼片に対して大気雰囲気下で熱間圧延を行う工程b、および
前記工程bの後に、鋼片に対してデスケーリングを行う工程cを含み、かつ、
前記工程bにおける熱間圧延を、下記式(1)および(2)を満たす条件で行う。

[式(1)および(2)において、
R(気体定数):8.31×10−3kJ/mol・K
T:圧延温度(℃)、但し、700≦T≦1000
x:鋼材のCr含有量(質量%)
t:圧延時間(秒)、但し、20≦t≦200]
(もっと読む)
熱間圧延ラインにおけるデスケーリング装置、熱間圧延における被圧延材のデスケーリング方法、および、熱延金属帯の製造方法
【課題】デスケーリング装置を被圧延材の厚さの変動や反りに応じて昇降させた場合でも、フレキシブルホースによった場合のように支持機構やホースの破れなどの問題が生じるのを防止できる、熱間圧延ラインにおけるデスケーリング装置、熱間圧延における被圧延材のデスケーリング方法、および、熱延金属帯の製造方法を提供する。
【解決手段】上側のデスケーリングヘッダー3に向け水を供給する配管4を、スイベルジョイント4aを介して屈曲可能とする。
(もっと読む)
31 - 40 / 175
[ Back to top ]