
国際特許分類[B21B45/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に特に連結され,組込まれ,または関連した用途に特に適用される素材の表面処理装置 (901)
国際特許分類[B21B45/00]の下位に属する分類
潤滑,冷却,清浄のためのもの (548)
デスケーリングのためのもの (178)
国際特許分類[B21B45/00]に分類される特許
21 - 30 / 175
鋼の連続鋳造方法および鋼板の製造方法
【課題】気泡や非金属介在物、モールドフラックスの巻き込みによる欠陥が少なく、且つブリスター欠陥が少ない鋼板を製造する。
【解決手段】各々1対の上部磁極と下部磁極を備えるとともに、溶鋼吐出角度が10°以上30°未満の浸漬ノズルを備えた連続鋳造機を用い、前記上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、極低炭素鋼を連続鋳造するに際し、極低炭素鋼の化学成分を、凝固シェル前面の濃度境界層中の界面張力勾配を考慮した特定の範囲に調整するとともに、鋳造するスラブ幅および鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度を最適化し、さらに、このような連続鋳造法で鋳造されたスラブを圧延して得られた熱延鋼板を、特定の条件で酸洗および冷間圧延する。
(もっと読む)
加工性に優れた引張強度628MPa以下の高張力鋼板

【課題】高い強度と優れた加工性をあわせもつ引張強度628MPa以下の高張力鋼板を提供すること。
【解決手段】質量%で、C:0.005〜0.02%、Si:0.05〜0.50%、Mn:1.0〜2.5%、Al:0.01〜0.08%、Nb:0.010〜0.060%、Ti:0.005〜0.025%、B:0.0010〜0.0040%、P:0.050%以下、S:0.0050%以下、N:0.010%以下、必要に応じて、Cu:1.0%以下、Ni:2.0%以下、Cr:0.5%以下、Mo:0.5%以下、V:0.1%以下、Ca:0.0030%以下、Rem:0.02%以下、Mg:0.005%以下から選んだ少なくとも1種または2種以上を含有し、残部がFeおよび不可避的不純物からなり、下記(1)式を満たす高張力鋼板。
鋼板の表層部の硬さ+15Hv<鋼板の板厚中心部の硬さ ・・・(1)
(もっと読む)
厚鋼板の製造設備および複数の厚鋼板の同時製造方法
【課題】厚鋼板のような多サイズ・多品種の鋼板を製造する際に、大幅な圧延能率向上効果を得ることが可能な、厚鋼板の製造設備および複数の厚鋼板の同時製造方法を提供する。
【解決手段】圧延機1及び制御冷却装置2を有する厚鋼板の熱間圧延ラインにおいて、圧延機1の上流側に、圧延途中の圧延材を切断する熱間切断装置3と、圧延途中の圧延材の加熱又は冷却を行う温度調整装置4とを備えている。
(もっと読む)
連続鋳造スラブの表面手入れ装置および方法
【課題】鉄鋼製品の熱間圧延の前に連続鋳造スラブの表面の欠陥を除去し、溶削開始部の深掘れを防止することが可能な連続鋳造スラブの表面手入れ装置および方法を提供する。
【解決手段】スラブ3の長手方向端部をガス溶削するスカーファ1の上流側に、溶削前のスラブ長手方向端部を電磁誘導加熱により予熱するソレノイド型誘導コイル5を配設し、誘導コイル5でスラブ長手方向端部の表層を予熱したのちスカーファ1での溶削を開始する。
(もっと読む)
鋳片処理方法及び鋳片処理システム
本発明はエッジ部の品質に優れた熱延鋼板を製造しながら、装置の稼動率を向上させることのできる鋳片処理方法及び鋳片処理システムに係り、特に、本発明の一実施形態による鋳片処理方法は、処理すべき鋳片を用意する鋳片用意ステップと、前記鋳片の温度が600℃未満に冷却される前に鋳片の周縁領域をスカーフィングするスカーフィングステップと、前記鋳片を後処理する後処理ステップと、を含む。 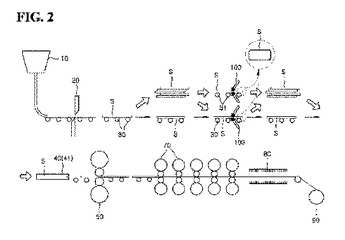 (もっと読む)
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
スラブのインライン表面処理のための方法および装置
本発明は、連続鋳造から熱間圧延までの一つの連続する方法シーケンス中で、CSP鋳造装置と熱間圧延区間の間に設けられた一つの加熱炉(3)を有する、例えばCSP方法により製造されるスラブ(5)の、インライン表面処理による表面処理品質の向上の方法に関する。発明に従い、ノズルまたはノズルに類する装置を有する酸化装置(21)によって、スラブ(5)の上面および下面に付勢される酸化炎または酸化ガス混合物によって、各スラブ面4mmまでの所定の表面層が意図的に酸化され、スラブ表面上の酸化生成物が、その際、固定的または流動的であることが提案される。  (もっと読む)
(もっと読む)
厚鋼板の熱処理装置及び方法並びに厚鋼板の製造方法及びその製造ライン
【課題】厚鋼板の長手方向の温度分布が予定したものにすることを目的とする。
【解決手段】矯正装置1と、誘導加熱装置2とをライン上に備えた厚鋼板の熱処理装置において、誘導加熱装置2の出側に該誘導加熱装置により熱処理された厚鋼板5の変形又はスリップを防止するための所定の圧下力を有する押しつけロール3を搬送ロール4に対向させて設ける。熱処理により厚鋼板5が変形したとしても、その厚鋼板5の変形は押しつけロール3によって矯正されるため、目標の搬送速度が維持されることとなり、加熱時間も一定となって厚鋼板5がその長手方向において目標の温度で加熱される。厚鋼板5の変形は、押しつけロール3によって矯正されるため、誘導加熱装置2を用いても、厚鋼板5の搬送が阻害されることなく目標とする熱処理を行うことができ、厚鋼板5をより高い生産性で安定製造することができる。
(もっと読む)
熱間圧延鋼板の顕熱回収方法
【課題】既存の熱間圧延工場の設備や作業への影響を小さくし、簡便かつ効果的に鋼板の顕熱を回収する方法を提供する。
【解決手段】熱間圧延ラインの後段で熱間圧延された鋼板をコイル化し、この熱間圧延コイルを搬送台車上の相変化物質が固相で充填された置き台に載せると共に、コイルの上部を相変化物質が固相で充填されたコイル上面カバーで覆い、その後、搬送台車をコイルヤードに搬送し、搬送台車がコイルヤードに到着後、このコイルをコイル上面カバーにて覆ったままコイルヤードに降ろして放置し、搬送中および放置中にコイルの顕熱を置き台およびコイル上面カバー内の相変化物質へと熱回収して蓄熱し、蓄熱された相変化物質が液相となった後、コイル上面カバーと置き台を搬送台車で相変化物質が充填された蓄熱槽へ移送し、コイル上面カバーと置き台内の相変化物質の顕熱および潜熱を、熱媒を介して蓄熱槽へと移動させて蓄熱槽中の相変化物質に蓄熱する。
(もっと読む)
電気・電子部品用の銅・銅合金材の製造方法
【課題】酸洗などのめっき前処理を強化することなく、また焼鈍によって材料の要求特性が損なわれることなく、良好なめっき性を有する電気・電子部品用の銅・銅合金材の製造方法を提供する。
【解決手段】圧延した銅材若しくは銅合金材の表面に、前記銅・銅合金材よりも硬い材料からなる球状粒子を投射することにより、前記銅・銅合金材の表層に加工歪みを与えた後、不活性ガス若しくは還元ガスの雰囲気中において、前記銅・銅合金材の内部までも焼鈍するときよりも低い温度条件で焼鈍することにより、前記加工歪みが与えられた前記銅・銅合金材の表層部分のみを回復若しくは再結晶させるようにした電気・電子部品用の銅・銅合金材の製造方法である。
(もっと読む)
21 - 30 / 175
[ Back to top ]