
国際特許分類[B21D1/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板または金属板から作られた特定物品の矯正,形状の回復または局部ひずみの除去 (236) | ローラによるもの (24)
国際特許分類[B21D1/02]に分類される特許
11 - 20 / 24
燃料電池用金属セパレータの製造方法および製造装置
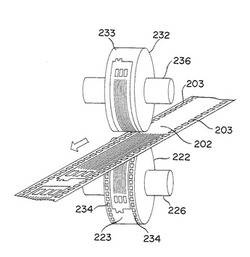
【課題】良好な生産性および製品精度を確保し得る燃料電池用金属セパレータの製造方法および製造装置を、提供する。
【解決手段】
燃料電池用セパレータの外面形状に対応する凹凸部が形成された成形ロールセット222,232の間に、燃料電池用セパレータの金属素板202を通し、金属素板202に形成されているガイド穴203を利用して、金属素板202を位置決めしながら、成形ロールセット222,232の凹凸部によって、金属素板202に連続的に幅方向の成形加工を施し、前記外面形状を形成する。
(もっと読む)
金属板材用の矯正装置、及び、金属板材の製造方法

【課題】極薄板に貫通した微細穴を多数穿孔しても加工後の反りの発生を効率的に修正することができる金属板材用の矯正装置、及び、金属板材の製造方法を提供する。
【解決手段】加圧塑性変形による金属板材51用の矯正装置55であって、外周面に凹凸を交互に繰り返し反復して一面に設けた凹凸部を形成した矯正ローラ56を備え、該矯正ローラを前記金属板材の表面に圧接しながら回転させることで、前記金属板材の表面に前記凹凸部の凹凸形状を転写して金属板材を矯正する。
(もっと読む)
回転電機用鉄心片の製造装置及び製造方法
【課題】鉄心片を能率良く製造することが可能なものであって、製造される鉄心片の撓みを抑える。
【解決手段】鉄心片の素材たる帯状磁性鋼板のコイルをアンコイルして素材鋼板23を所定速度で送出す送出し装置と、円柱形状でその外周面に製造する鉄心片の形状に合せた凸状切刃29aを形成したカッターローラ29と円柱形状で平滑な外周面を持つ受けローラ30とを互いに外周面を突合せた状態で対向配置し、それら両ローラ29,30を互いに反対方向に回転させて該両ローラ29,30間に送出された素材鋼板23を挟んで引込みつつ、素材鋼板23をカッターローラ29の凸状切刃29aで押切って鉄心片を切抜く切抜装置28と、切抜いた鉄心片を集積する集積箱とを備える。そして、受けローラ30の直径寸法Dを、素材鋼板23の厚み寸法tの720倍以上にする。
(もっと読む)
金属板先尾端幅反り矯正方法及び矯正装置
【課題】厚鋼板(特に、高強度厚鋼板)のように、高い残留応力が内部に残存しやすく、かつローラーレベラーによる矯正時における先尾端矯正(先尾端幅反り矯正)が困難な金属板に対して好適な金属板先尾端幅反り矯正方法及び矯正装置を提供する。
【解決手段】被矯正材1の長手方向先尾端部に幅反りが残存した場合に、その先尾端部に対して矯正ロール群3によって幅方向に繰り返し曲げ(曲げ矯正)を加えることにより、その先尾端幅反りを矯正する。
(もっと読む)
多数ロール型矯正装置の矯正アセンブリを取り外すための方法及び装置
本発明は、平坦な物体を矯正するための機械の矯正アセンブリ(1,1′)を取り外すための方法及び装置に関し、前記機械には、下部アセンブリ(1′)及び上部アセンブリ(1)が設けられており、下部アセンブリ及び上部アセンブリはそれぞれ取外し可能なカートリッジを形成している。本発明によれば、2つの矯正アセンブリ(1,1′)は以下のように別個にフレームから取り外される。すなわち、下部延長バー(36′)の連結部(14′)が第1の高さ(H1)にロックされ、下部カートリッジ(1′)が、この下部カートリッジを引出しプラットフォーム(4)へ軸方向に摺動させることによって取り出され、下部カートリッジ(1′)は、保守位置へ搬送される;上部カートリッジ(1′)を支持する取外し台(5)が、引出しプラットフォーム(4)に配置され、フレーム(3)内に挿入される;上部延長バー(36)の連結部(14)が第2の高さ(H2)にロックされ、上部カートリッジ(1)がロック解除され、圧力フレーム(34)が持ち上げられ、上部カートリッジ(1)を支持する台(5)が引出しプラットフォーム(4)へ引き出され、その後上部カートリッジ(1)が保守位置へ搬送される。  (もっと読む)
(もっと読む)
鋼板の連続矯正方法
【課題】鋼板をロール矯正機によって複数パスで矯正するに際して、複数の鋼板を連続的にロール矯正機に送り込みながら矯正することで、矯正ピッチを短縮して生産性の向上を可能にする鋼板の連続矯正方法を提供する。
【解決手段】2枚の鋼板7a、7bを一組にして往復搬送しながらロール矯正機1によって複数パスで矯正することとし、搬送テーブル2、3に停止位置基準センサー4、5を設置し、鋼板7a、7bの板厚情報と停止位置基準センサー4、5の検知結果に基づいて鋼板7a、7bの搬送を制御する。
(もっと読む)
マッシャー装置
【課題】横方向のパスラインに設置でき、調整に多くの手数を必要とせず、トリミングにより発生した返りを安定して圧下することが可能なマッシャー装置を提供する。
【解決手段】板厚が0.1〜0.4mmの薄手鋼板1を横方向に通板するパスラインに設置されるマッシャー装置であり、下マッシャーロール5を備えた下ブロック6の上方に、上マッシャーロール3を備えそれ自体の自重により薄手鋼板1を圧下する上ブロック4を、昇降または開閉自在に配置した。その自重は12〜20kgであることが好ましい。自重圧下方式であるので、バネ圧下の場合のようなビビリ振動を生じない。なお、上下のマッシャーロールのクリアランスを所定値以上に保持するためのクリアランス調整機構を設けることが好ましい。
(もっと読む)
レベラー、板状材加工システム、及び板状材の矯正方法
【課題】 板状材を確実に矯正することができるレベラー、板状材加工システム、及び板状材の矯正方法を提供する。
【解決手段】 本発明に係るレベラーは、軸線を平行にして並べられた複数のローラーを有する第1ローラー群25と、軸線を平行にして並べられた複数のローラーを有し、第1ローラー群との間で板状材を挟む第2ローラー群35と、各ローラーの表面から熱を発せさせるヒータ41とを備え、第1ローラー群35及び第2ローラー群41のローラーは、板状材を挟んで千鳥状に配置されている。
(もっと読む)
金属帯用形状矯正装置および金属帯用通板速度制御装置
【課題】金属帯に適正な張力を付与し、その張力を制御するとともに、そのための設備費や敷設に要する場所を少なくし得る金属帯用形状矯正装置を提供する。
【解決手段】この金属帯用形状矯正装置10は、複数のローラで金属帯100に繰り返し曲げを付与して金属帯100の形状を矯正するローラレベラ1(形状矯正手段)と、そのローラレベラ1の入側および出側で金属帯100をそれぞれ挟持する一対のピンチロール2、3と、入側の一対のピンチロール2に対し圧下力Pを付与可能に設けられた圧下装置4と、を有している。そして、この圧下装置4が設けられた側での一対のピンチロール2A,2Bには、そのロール表層部分の材料に、そのロール径が圧下力Pで変形する弾性材料を用いている。
(もっと読む)
セラミックス製マッシャーロール
【課題】 金属帯と接触する表面を窒化珪素セラミックスで形成して、焼き付きの発生を抑えることに優れるセラミックス製マッシャーロールを提供する。
【解決手段】 トリミングした金属帯の両端部に生じたバリ部や返り部を押し潰して平坦化するのに用いられるセラミックス製マッシャーロールであって、少なくとも金属帯を押し潰す部分が窒化ケイ素を主成分とする焼結体からなり、該焼結体の常温における熱伝導率が50W/(m・K)以上であることを特徴とする。
(もっと読む)
11 - 20 / 24
[ Back to top ]