
国際特許分類[B21D33/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属箔,例.金箔,の加工に関連する特殊な手段 (28)
国際特許分類[B21D33/00]に分類される特許
1 - 10 / 28
金属箔成形体
【課題】 被覆体の縦横の寸法に合わせた使用が容易となる金属箔成形体を提供する。
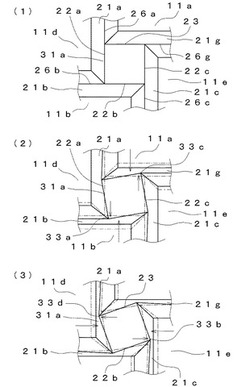
【解決手段】 (1)に示すように、閉鎖領域31aを中心に線条部21a、21b、21c及び21gによって4つの区画部11a、11b、11d及び11eに分けられた金属箔成形体において、区画部11a及び11b同士を近づける力を加えると、(2)に示すように線条部21b及び21gの幅が狭まると共に、線条部21aが区画部11bの側に、線条部21cが区画部11aの側に、それぞれ押し出される。すると、閉鎖領域31aの角部33a及び33cに短矢印で示す力がそれぞれ加わり、閉鎖領域31aが平面視反時計回りに回転して区画部11a及び11b同士の間隔が狭まる。(3)に示すように区画部11d及び11eを互いに近づける力を加えた時も、同様の現象が起こり、区画部11d及び11e同士の間隔が狭まる。
(もっと読む)
調理用受け具の成形型および調理用受け具の製造方法。

【課題】調理用受け具に複数設けた山折、谷折できる折り目を鋭角に折り曲げる事ができ、より多くの焼き汁を収容できる容量の深さを備えることができ、様々な材質や厚みのものでも成形可能で、製造工程で摩擦や圧力により調理用受け具に穴空きの無い、調理用受け具の成形型および調理用受け具の製造方法を提供する。
【解決手段】上型は、山折できる上型山折部と、谷折できる上型谷折部とを交互に折り曲げ方向に連続して備えてストッパーを構成し、下型は、山折できる下型山折部と谷折できる下型谷折部とを交互に折り曲げ方向に連続して有した底部と、前記下型山折部の延長線上にある側壁山折部と、前記下型谷折部の延長線上にある側壁谷折部とを有した下型側壁部とを備えて、複数の、抜き穴と側壁つなぎ部と側壁圧着部とを構成し、アルミ箔等の薄板を重ねて、前記上型と前記下型の折り曲げに沿って前記薄板を折り曲げてプレスして、調理用受け具を成形する。
(もっと読む)
金属箔の加工歪矯正装置及び加工歪矯正方法
【課題】微細孔加工を行った金属箔の反りを矯正する金属箔の加工歪矯正装置及び加工歪矯正方法を提供する。
【解決手段】微細孔加工を行った金属箔50を、エンボス加工凸部11が形成されたエンボス加工用成形ロール10及び受けロール20にて挟み、受けロール20上の金属箔50をエンボス加工用成形ロール10にてロール間の管理された隙間にて押圧することで、エンボス加工凸部11によって金属箔50にエンボス加工を施し圧延ユニット130、131により圧延する
エンボス加工凸部11は微細孔加工を行う微細孔成形ロール70に形成した微細孔加工凸部71の配列と、実質的に異なるような配列とすることで、金属箔50に生じた反りを矯正することができる。
(もっと読む)
電極用金属製立体基板の製造法、電極用金属製立体基板及びそれを用いた電気化学応用製品
【課題】ローラの清掃で中断されることなく、連続して製造可能な二次電池などに使用される金属製立体基板の製造方法を提供する。
【解決手段】金属箔を一対のローラ21、22に挟んで通過させて3次元立体化基板を製造する方法であって、一対のローラ21、22の表面Sには突起部23が格子状に設けられ、一方のローラ21の隣接する4つの突起部23a−23dを頂点とする仮想的な四角形の中心27に、他方のローラの突起23が向かうように、突起部23が配置されたことを特徴とする金属製立体基板の製造方法とする。
(もっと読む)
多層断熱材、及びチタン薄葉材のエンボス加工方法
【課題】500℃以上の高温下で安定した状態で熱制御できる多層断熱材(MLI)を得ること、該多層断熱材に用いるチタン薄葉材を、低コストで耐熱化加工できる量産性に優れた加工方法を得る。
【解決手段】多層を形成する耐熱性薄葉材として、複数の凹凸を形成する凸部2を有する厚さ10〜30μmのチタン箔1を用いるようにした。また、チタン薄葉材を水素ガスまたは不活性ガス雰囲気下、700〜740℃で焼鈍した後、エンボス加工により複数の凹凸を形成することにより、チタン薄葉材を複数層に重ねてMLIを構成したときの熱伝導を小さくし、耐熱性を向上させたことを特徴としている。
(もっと読む)
多孔金属箔のロール成形装置
【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形システムの提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
多孔金属箔のロール成形方法及びその方法で成形したコイル状多孔金属箔
【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形方法及びその方法で製造された金属箔の提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
深絞り容器の成形装置
本発明は、円錐形を有し、かつ、型打ち体(10、20、30)と相互作用する、深絞り容器(1)の製造装置(40)に関し、型打ち体(10、20、30)は、金型(41)の中に入るときに材料ウエブ(2)と作用的に接合するように構成されている。型打ち体(10、20、30)は、少なくともその外面が弾性材料で構成され、型打ち体(10、20、30)は、材料ウエブ(2)に面する側面に型を有し、型打ち体(10、20、30)の円錐度は、金型(41)の円錐度より小さい。本発明では、型打ち体(10、20、30)は、金型(41)の開口部(45)より僅かに小さい寸法を有し、型打ち体(10、20、30)が完全に金型(41)の中に位置するときに、この型打ち体は、少なくとも容器(1)の後縁部の領域(5)に、材料ウエブ(2)に関して隙間(44)を有する。  (もっと読む)
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
シート材の折り曲げ成形装置
【課題】シート材を所望の形状に確実に折り曲げ成形することができるシート材の折り曲げ成形装置を提供する。
【解決手段】シート材Wが置かれる台座5と、この台座5に置かれたシート材Wを押え付ける押し部材13と、台座5上に伏されている状態から押し部材13に向けて所定の順番で立ち上げられる複数の起伏部材38a〜38hとを備えるものとする。シート材Wの折り曲げるべき部位に宛がわれる縁部31aを有する可撓性の板体31を押し部材13に付設するのが良く、また起伏部材38a〜38hを押し部材13へと押し付ける押付け機構50を設けるのが好ましい。
(もっと読む)
1 - 10 / 28
[ Back to top ]