
国際特許分類[B21D39/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 拡管装置 (130) | マンドレル,例.拡張可能なもの,を有するもの (82)
国際特許分類[B21D39/20]に分類される特許
1 - 10 / 82
拡管装置
【課題】マンドレルを支持する支持部材を不要としつつもマンドレルの座屈を防止して、小型化およびコストダウンを図ることができる拡管装置を提供する。
【解決手段】送り装置2は、マンドレル7を挟持しながら伝熱管6側へ送る。送り装置2は、保持装置1の近傍に配置されている。このように、マンドレル7は、伝熱管6の近傍にて、送り装置2の推力を受ける。したがって、マンドレル7への推力は、伝熱管6の近傍にて、付与されるので、マンドレル7を伝熱管6に圧入して伝熱管6を拡管するとき、マンドレル7の座屈を防止できる。
(もっと読む)
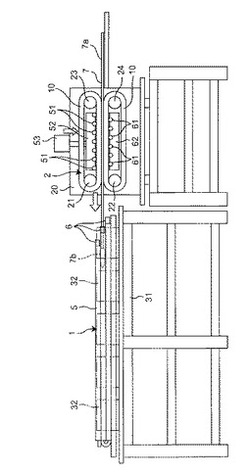
送り装置

【課題】ベルトの押圧ローラからの脱落を防止できる送り装置を提供する。
【解決手段】複数の上下の押圧ローラ51,61は、マンドレル7を挟んだ両側に配置され、ベルト体10をマンドレル7に向けて押圧する。複数の上下の押圧ローラ51,61は、マンドレル7に沿って千鳥状に配置されている。これによって、ベルト体10が、押圧ローラ51,61からサイド方向へ離脱することを、防止できる。
(もっと読む)
拡開缶胴の製造方法
【課題】複数の割型工具を用いて滑らかな外表面の拡開缶胴を得ることができる拡開缶胴の製造方法を提供する。
【解決手段】複数の割型工具3を収束状態で缶胴1内部に挿入した後、各割型工具3を放射状に外側へ移動させることにより、各割型工具3の押圧面4により缶胴1の内周面を押圧して缶胴1を所定外径に拡開させる第1の拡開成形工程を行う。次いで、缶胴1の内周面から各割型工具3を離反させた後に缶胴1の周方向に缶胴1又は各割型工具3を回転移動させて、拡開痕14に割型工具3の押圧面4を対向させる押圧位置変更工程を行う。続いて、押圧位置変更工程により変更された位置で各割型工具3を放射状に外側へ移動させることにより、缶胴1の内周面における各拡開痕14を各割型工具3の押圧面4により押圧して缶胴1を所定外径に拡開させる第2の拡開成形工程を行う。
(もっと読む)
金属管の拡管装置及び拡管方法
【課題】多段階拡管においてパンチの入れ替え無く連続して圧入でき、且つ、2回目以降の拡管においても素管を確実に固定できる拡管装置を提供する。
【解決手段】管11への圧入先端側を小径端としたテーパ部の大径端側に平行部が連なる形状を有し、半径方向に同心円状の多層構造をなし、多層構造の各層1a,1b,1c,1dが圧入により軸方向に摺動する構成としてなるパンチ1を用い金型13に配置し固定した管にパンチを圧入するにあたり、径の小さい層から順に圧入し、先行層の圧入完了状態を保持したまま後続層の圧入を行うことを特徴とする。
(もっと読む)
拡管装置、配管の製造方法
【課題】簡便且つ確実にパイプを拡管可能な拡管装置を提供する。
【解決手段】本発明に係る拡管装置10は、パイプ1を挟持する一対の挟持片21,22と、パイプ1の先端部2に圧入することで当該先端部2を拡径可能な拡径部31と、挟持片21,22の一方の端面23からのパイプ1の先端部2の突出量を規制する規制部品50と、を備え、規制部品50は、挟持片21,22に対して着脱自在に取付可能とされるとともに、パイプ挿通孔24の開口のうちパイプ1の先端部2が露出する側の開口を塞ぐ閉塞板部51を備え、閉塞板部51は、挟持片21,22の端面23と当接する当接面510と、パイプ1の先端部2が挟持片21,22の端面23から所定量hだけ突き出るように、当接面510から窪んだ形であって、パイプ1の先端部2を受け容れ可能な凹部520と、を備えることを特徴とする。
(もっと読む)
潤滑油供給機能付き拡管装置
【課題】拡管前に、確実に且つ簡単に潤滑油を管内面に塗布可能で、拡管作業の効率化が図れる潤滑油供給機能付き拡管装置を提供する。
【解決手段】管板100の貫通孔101に貫挿された管110内に挿入されるテーパ状のマンドレル2と、該マンドレルの回転に伴って遊星回転する複数本のローラ4とを有し、マンドレル2の回転と軸方向の移動に伴って複数本のローラ4が外側に突出することにより管が外側に拡径され、貫通孔101と管110とを圧着固定する潤滑油供給機能付き拡管装置1において、マンドレル2の基部側に形成された潤滑油供給孔11と、潤滑油供給孔に一端側が接続され、マンドレル2の中心部に軸方向に延設された潤滑油供給路12と、潤滑油供給路12の他端側に接続され、マンドレル2の径方向に放射状に複数設けられた潤滑油噴出孔13とを有し、潤滑油供給孔131より供給された潤滑油が潤滑油供給路12を介して潤滑油噴出孔13より噴出し管110内面に塗布される構成とした。
(もっと読む)
かしめ加工装置
【課題】 細径の管体を内側から外側に向けて膨出変形させてかしめることが可能なかしめ加工装置を提供すること。
【解決手段】 かしめ加工装置10は割型バルジ12を備えている。バルジ12は、同一形状の4つの割型12aを集合させることによって略円筒状とされている。各割型12aには、かしめ爪12a3側にバルジ12の環状溝を形成する溝12a4が形成され、シャフト14が進入する側に溝12a5が形成される。そして、溝12a4および溝12a5には、各割型12aを集合させてバルジ12を形成した状態で、環状の弾性部材としてのOリング12a6およびOリング12a7がそれぞれ装着される。これにより、かしめ加工時におけるバルジ12(すなわち割型12a)に対して部分的に発生する過大な負荷を低減することができ、管体Pを膨出変形(拡管)させてフランジFに結合することができる。
(もっと読む)
拡管工具
【課題】一台で被拡管部材の回り止めと拡径を行うことができる拡管工具を提供することを課題とする。
【解決手段】ローラ20を保持し、チューブTU(被拡管部材)内に回転自在に内挿されるエキスパンダフレーム30と、エキスパンダフレーム30内に内挿され、前側が小径となるテーパ部41が形成されたマンドレル40と、チューブTUの回り止め機構50と、を備えている拡管工具1であって、回り止め機構50は、チューブTUが内挿されるカラー部材51と、カラー部材51内に配置され、マンドレル40に連動して前進するジョー52と、を備え、カラー部材51の内周面には、前側が小径となるテーパ部51bが形成されており、マンドレル40を前進させることで、カラー部材51のテーパ部51によって、ジョー52が径方向内側に押し出されるとともに、マンドレル40のテーパ部41によって、各ローラ20が径方向外側に押し出される。
(もっと読む)
配管接続方法、および拡管治具、並びに拡管治具を用いた拡管方法
【課題】配管接続時に継手を必要とせず、接続作業時の負担を軽減することのできる配管接続方法を提供する。
【解決手段】2本の配管のうち、第1配管10aにおける開放端部を閉塞すると共に、第2配管10bにおける開放端部を部分閉塞する閉塞工程と、第1配管10aにおける接続端部を拡管すると共に拡管された前記接続端部の一部を他の部位よりも外側へ広げて部分拡管部22を形成する拡管工程と、第2配管10bの接続端部を拡管された第1配管10aの接続端部に挿入する組付け工程と、部分拡管部22から第1配管10aにおける開放端部へ向けて燃焼ガスを流入させると共に、部分閉塞された第2配管10bにおける開放端部から配管内の空気を排出させるガス置換工程と、ガス置換工程終了後に第1配管10aにおける接続端部と第2配管10bにおける接続端部との隙間を穴埋めするロウ付け工程とを有することを特徴とする。
(もっと読む)
薄肉ステンレス鋼管の拡管装置
【課題】拡管ゴムの膨出時においてもフランジ、及びヨークにひずみが生じない薄肉ステンレス鋼管の拡管装置を提供する。
【解決手段】薄肉ステンレス鋼管2を内嵌して拡管時に山型突起部3の一方の傾斜面3aを形成し、拡管後は継手4と連結するフランジ5と、該フランジ5と一端側が連結して拡管時に山型突起部3の他方の傾斜面3bを形成すると共に他端側がシリンダ6と連結するヨーク7と、前記シリンダ6のピストン8と連結して前記フランジ5、ヨーク7、シリンダ6内を前後方向に移動するガイドロッド9と、該ガイドロッド9の段差部10と該ガイドロッド9の端部に外嵌し前記ヨーク7の内側に嵌め込まれるバックアップリング11の間で狭圧されて外側へ膨出して薄肉ステンレス鋼管2を拡管する拡管ゴム12を具備してなる。
(もっと読む)
1 - 10 / 82
[ Back to top ]