
国際特許分類[B21H7/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 転造,ロール加工または圧延による特定の金属対象物の製造,例.スクリュー,車輪,リング,バレル,ボール (608) | グループ1/00から5/00に分類されない物品の製造,例.農具,フォーク,ナイフ,スプーン (105) | 溝付ピン;ローリング溝,例.部品の油溝 (44)
国際特許分類[B21H7/18]に分類される特許
1 - 10 / 44
棒状部材の溝加工方法
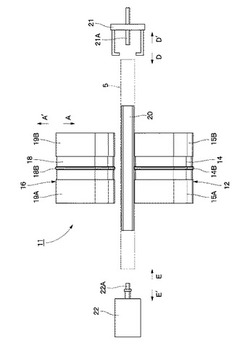
【課題】外部からローラの全周突起に作用する負荷を軽減し、ローラの寿命を延ばす。
【解決手段】溝加工装置11の位置決め部材21と押付け部材22とによりピストンロッド5を挟んで軸方向に位置決めし、各転造ローラ14,18を回転駆動しつつ全周突起14B,18Bをピストンロッド5の外周面に押付けて全周溝を加工する。この全周溝の加工途中では、位置決め部材21と押付け部材22とをピストンロッド5から離間させ、ピストンロッド5の両端側を自由状態とする。これにより、全周溝の加工時にピストンロッド5が軸方向に伸長しても、位置決め部材21や押付け部材22に突き当たらないから、ピストンロッド5から全周突起14B,18Bに作用する負荷を軽減して各転造ローラ14,18の寿命を延ばすことができる。
(もっと読む)
ハブ一体軸、これを備えた流体動圧軸受装置、及びスピンドルモータ

【課題】流体動圧軸受装置に組み込まれるロータハブの材料の歩留まり及び生産性を高める。
【解決手段】ハブ一体軸9のハブ部3を焼結金属で形成することにより、ハブ部3を削り出しで形成する場合のように多量の切削屑が生じないため、ハブ部3の材料の歩留まり及び生産性が高められる。また、ハブ部3を焼結金属で形成することで、鍛造加工と比べて高い寸法精度で仕上げることができるため、後加工による加工量が低減され、生産性が向上する。
(もっと読む)
凹み加工装置
【課題】装置全体のコンパクト化が図れる凹み加工装置を提供する。
【解決手段】軸線方向に貫通するリング孔40を有し、その軸線回りに回転自在なリング状部材31と、リング状部材31の内周面にあって周方向に並んで保持された回転自在の複数のローラと、リング状部材31のリング孔40内に軸状の被加工材が位置するように被加工材を保持するワーク保持手段とを備え、リング状部材31を軸線回りに回転させて複数のローラを被加工材の外面に当接させることで、被加工材の外面に凹みを形成することができる。
(もっと読む)
転造加工方法
【課題】ワーク材質の変化や、ワーク材質のばらつきに対しても、良好な転造精度を得る。
【解決手段】ワーク諸元に対してねじ加工用ダイス21、23間距離を予め設定した前転造加工指令距離で複数の異なるワーク4を転造加工し測定した背分力の関数として平ダイス22、24間の距離を定めた後転造加工指令距離を予め設定し、前転造加工指令距離でワーク4をねじ加工用ダイス21、23で前転造加工し、かつ、背分力を測定し、測定した背分力から関数により後転造加工指令距離を求め、求めた後転造加工指令距離に平ダイス22、24間の距離を設定・補正してワークを後(仕上げ)転造加工する。
(もっと読む)
塗工用ロッドの製造方法
【課題】 ウェブへのスリキズや塗布ムラを解消することができる塗工用ロッドの製造方法を提供する。
【解決手段】
ロッド素材20を準備し、複数の凸条を有する一対の転造ダイス120,130を、ロッド素材20の軸方向に対して転造ダイス120,130の主軸の水平方向の閉じ角が実質的に0.25°以上0.35°以下となるよう配置し、ロッド素材20を軸方向に沿って送り出し、一対の転造ダイス120,130によりロッド素材20を挟圧しながら、主軸を中心に一対の転造ダイス120,130を回転させて塗工用ロッドを製造する。
(もっと読む)
微細凹部加工工具及び微細凹部加工方法
【課題】微細な凹部をW型形状として摺動面に加工する際の加工コスト上昇を抑える。
【解決手段】シリンダボア5のボア内面5aに対し、微細凹部加工工具1の工具刃先11を押し付けつつ回転させることで、微細な凹部を転造によって加工する。工具刃先11は、ボア内面5aに加工する凹部がほぼW型形状となるような形状としてある。このW型形状の凹部は、ボア内面5aにおけるピストン摺動方向両端側に、摺動方向に対向する壁面を備えている。
(もっと読む)
転造用ダイス、転造装置、現像ローラの製造方法、現像ローラ、現像装置、および画像形成装置
【課題】耐久性の向上を図るとともに、優れた現像特性を有する現像ローラを簡単かつ確実に製造することができる転造用ダイス、かかる転造用ダイスを用いた転造装置および現像ローラの製造方法を提供すること、かかる製造方法により製造された現像ローラを提供すること、および、かかる現像ローラを備えた現像装置および画像形成装置を提供すること。
【解決手段】本発明の転造用ダイスは、円筒状または円柱状をなし、その外周面には、第1の領域A1にて間隔を隔てて互いに平行でかつ周方向に対し傾斜する方向に延在する複数の第1の凸条221aと、軸線方向にて第1の領域A1に隣接する第2の領域A2にて間隔を隔てて互いに平行でかつ周方向に対し傾斜する方向に延在する複数の第2の凸条221bとが周方向にずれて形成されている。
(もっと読む)
流体軸受の製造方法
【課題】複雑な金型や追加の旋盤加工に頼らずとも、寸法精度が高い潤滑流体溜まり部を容易に形成可能な流体軸受装置の製造方法を提供する
【解決手段】溝転造ツール10をスリーブ1に対して回転しつつ軸方向に送り、第1のラジアル動圧発生溝2aの軸方向溝幅より小さい加工ピッチを有する潤滑流体溜まり部3を形成することにより、潤滑流体溜まり部を精度良く加工することが、旋盤加工や複雑な金型を用いたプレス加工を用いずとも可能になる。
(もっと読む)
粗面形成方法、粗面形成装置、回転軸、圧縮機、ピストン及び斜板
【課題】転写体側の加工用粗面の粗さ形状を被加工体側に良好に転写することができるようにする。
【解決手段】固定台34に設置されたモータ35の出力軸351には円柱形状のダイス37が止着されている。ダイス37の周面は、ショットピーニング又はショットブラストによって加工用粗面371に形成されている。移動台38上に設置されたモータ39の出力軸391には円柱形状のダイス41が止着されている。ダイス41の周面は、ショットピーニング又はショットブラストによって加工用粗面411に形成されている。回転軸15がダイス37,41間に挟み込まれた状態でダイス37,41が回転され、加工用粗面371,411の粗さ形状が回転軸15の外周面156に転写される。
(もっと読む)
微細凹部加工装置及び加工方法
【課題】 円周状被加工面の軸線に沿う方向の配列において微細凹部を規則的な配置で形成し、材料のスプリングバックによる影響を解消して所望の形状の微細凹部を高精度に形成する微細凹部加工装置を提供する。
【解決手段】微細凹部形成用の凸部11aを有するフォームローラ11と、内周面Baの軸線に直交する回転軸14によりフォームローラ11を回転自在に支持するアーム12及び工具ホルダ10と、フォームローラ11を内周面Baに圧接させる圧縮コイルばね18と、シリンダブロックCBを移動させるテーブル4を備えると共に、フォームローラの凸部が、シリンダブロックCBの材料のスプリングバック量を見込んだ形状である微細凹部加工装置1とすることで、微細凹部Pを規則的な配置で形成し且つスプリングバックによる影響を解消する。
(もっと読む)
1 - 10 / 44
[ Back to top ]