
国際特許分類[B21K1/14]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | 取付具 (134)
国際特許分類[B21K1/14]の下位に属する分類
パイプまたはホース継手の部品 (15)
国際特許分類[B21K1/14]に分類される特許
1 - 10 / 119
十字軸継手およびその製造方法
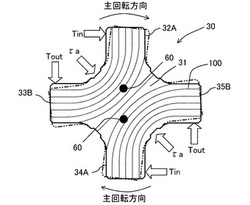
【課題】十字軸部材の強度のばらつきを防止し、十字軸部材の安定した強度を確保できる十字軸継手およびその製造方法を提供する。
【解決手段】十字軸部材30には、ファイバーフロー100の方向を識別可能な識別子60が設けられている。そして、識別子60に基づいて、駆動側軸部32Aと該駆動側軸部32Aに対してトルク負荷方向の反対側に隣り合う従動側軸部33Bとをファイバーフロー100がつなぐように、かつ、駆動側軸部34Aと該駆動側軸部34Aに対してトルク負荷方向の反対側に隣り合う従動側軸部35Bとをファイバーフロー100がつなぐように、十字軸部材30が駆動側ヨーク10および従動側ヨーク20に取り付けられている。
(もっと読む)
等速自在継手用外側継手部材およびその製造方法

【課題】継手の基本的性能に影響を及ぼすことなく、トルク伝達部材の組み込み性に優れた等速自在継手用の外側継手部材を安価に提供する。
【解決手段】内径面に軸方向に延びる複数のトラック溝5が形成されたカップ部2を備え、カップ部2の内周縁部のトラック溝5,5間領域に面取り部が夫々設けられ、カップ部2のうち、少なくとも内径面および外径面が鍛造により成形された外側継手部材1である。面取り部を、継手の角度変位を許容するための第1面取り部8と、その周方向両側に隣接して設けられ、第1面取り部8とは異なる方向に傾斜した第2面取り部9,9とで構成する。
(もっと読む)
外側継手部材の鍛造用金型装置及び外側継手部材の製造方法
【課題】等速自在継手の外側継手部材の寸法精度を向上させることが可能な外側継手部材の鍛造用金型装置を提供する。
【解決手段】等速自在継手の外側継手部材を成形するための筒状又はカップ状の外側継手部材用素材8の内面側に配置されるパンチ9と、前記パンチ9に対して相対的に接近・離間可能に配設されると共に前記外側継手部材用素材8の外面を軸方向へしごき成形するダイス10を備えた等速自在継手の外側継手部材の鍛造用金型装置において、前記パンチ9の外周面に、しごき成形後の前記外側継手部材用素材8に生じる反りの変形量に対応すると共にその反りと逆方向に変位した逆反り面を形成した。
(もっと読む)
コネクティングロッド用鋼及びコネクティングロッド
【課題】高い引張強度と降伏強度とを有し、軸方向の引張及び圧縮の繰り返し応力に対する疲労強度に優れ、かつ、熱伝導率の低いコネクティングロッド用鋼を提供する
【解決手段】本発明によるコネクティングロッド用鋼は、C、Si、Mn、P、S、Cr、Al、Ti、V、N、Oを含有し、選択元素として、Cu、Ni、Moを含有し、fn1が47以上であり、fn2が0.60以上であり、fn3が0.0002〜0.0080である。
fn1=6.7×(42[Si%]+25[Mn%]+14[Cu%]+12[Ni%]+16[Cr%]+12[Mo%]+42[Al%]+14[V%])0.5・・・(1)
fn2=[C%]+[Si%]/7+[Mn%]/5+[Cr%]/9+[V%]/2−5[S%]/7・・・(2)
fn3=[Ti%]−0.599[O%]・・・(3)
(もっと読む)
シャフトと自在継手のヨークとの結合部及びその製造方法
【課題】セレーション孔12と雄セレーション部14との係合部の軸方向他端部に於ける面圧を、シャフト9の先端寄り部分に加わる剪断応力の低減の面から抑える事ができ、更に、ヨーク8aの基部10aとシャフト9との溶接部の強度を確保し易い構造を実現する。
【解決手段】前記基部10aの軸方向他端部に、この基部10aの他の部分よりも肉厚t16が小さい、張り出し筒部16を設ける。これにより、前記基部10aの軸方向他端部の剛性を低くして、前記係合部の軸方向他端部に於ける面圧を、前記剪断応力低減の面から抑える。又、前記張り出し筒部16と前記シャフト9との肉厚差t16−t9を小さくすると共に、これら張り出し筒部16とシャフト9とを溶接する。これにより、これら両部位16、9同士の溶接部の溶け込み量をバランス良く確保し、この溶接部の強度を確保する。
(もっと読む)
分割型鍛造部材の製造方法
【課題】第1部材に対して第2部材を精度よく位置決めでき、かつ、分割型コンロッドを容易に成形できる分割型鍛造部材の製造方法を提供する。
【解決手段】分割型鍛造部材の製造方法は、本体素材51およびキャップ素材52の一方に位置決め凹部39を成形する一次鍛造工程と、コンロッド本体21およびキャップ25の2部材を仮止め部53で仮止めした状態に鍛造するとともに位置決め凹部に対応させて位置決め凸部34を成形する二次鍛造工程と、2部材21,25に係止部29を加工する加工工程と、2部材をボルト27で締結する締結工程と、2部材を締結した状態で仮止め部を除去する除去工程と、ボルトによる2部材の締結を解除する分離工程とを備えている。
(もっと読む)
フェイススプライン成形装置、フェイススプライン成形方法、外側継手部材、及び等速自在継手
【課題】カップ部の内径の変形抑制が可能であって、フェイススプラインを安定して成形することができるフェイススプライン成形装置及び成形方法を提供する。
【解決手段】フェイススプライン成形装置は、フェイススプライン28を成形するための歯部62を有するパンチ部材50と、カップ部7の開口端面51を受ける端面受面52とを有する受け台53と、カップ部7の底壁内面55を受ける内面受面56を有する軸部材57とを備える。開口端面51と底壁内面52とを同時受圧状態とする。この状態で、パンチ部材揺動運動を行って、底壁バック面26aにパンチ部材50の歯部62による塑性変形によってフェイススプライン28を成形する。
(もっと読む)
鍛造用金型
【課題】等速ジョイント外輪部材の後方押出し成形に用いられる鍛造用金型において、従来よりも長寿命の鍛造用金型を提供すること。
【解決手段】周方向に所定の間隔で設けられ、中心軸X方向に沿って鍛造用金型10の先端まで延在する複数の凸部11a,11b,11cと、複数の凸部11a,11b,11cの間に設けられ、中心軸X方向に沿って先端まで延在する複数の溝部12a,12b,12cと、凸部11a,11b,11cと溝部12a,12b,12cとの境界部に設けられ、中心軸X方向に沿って先端まで延在する複数の鍔部13a〜13cと、を側面25に備える鍛造用金型10である。先端部の側面25には、外方に突出するランド面21が全周に亘って設けられ、鍔部13a〜13cにおけるランド面21は、中心軸X方向に対して傾斜した傾斜面のみで構成されている。
(もっと読む)
継手部材
【課題】胴部を小型・軽量化してコストの低廉化を図ることができる継手部材を提供する。
【解決手段】鍛造によって成形されるスパイダ7において、軸線Oに沿って一対の端面70a,71aが並列する胴部7aと、軸線Oの回りに等間隔をもって並列する4つの軸部7b〜7eとを備え、胴部7aは、4つの軸部7b〜7eのうち互いに隣り合う2つの軸部間の領域a〜d(軸部7bと軸部7cとの間の領域a,軸部7cと軸部7dとの間の領域b,軸部7dと軸部7eとの間の領域c,軸部7eと軸部7bとの間の領域d)であって、鍛造によって分断される鍛流線群間に存在する領域a,cを補強する補強部7fを有する。
(もっと読む)
鍛造成形装置および鍛造成形方法
【課題】プレス回転数が高速になっても安定した成形品の姿勢を保持でき、生産性に優れた鍛造成形装置および鍛造成形方法を提案する。
【解決手段】上方ダイス21と下方ダイス22とが重ね合わされた状態でキャビティ24が形成されている金型23が下降して、金型23のキャビティ24内に、下方パンチ26のみ又は下方パンチ26と上方パンチ25とが同じ速度で押し込まれてこのキャビティ24内のワークWを圧縮する。金型23の下降の下死点近傍において、下方パンチ26を下方ダイス22に対して相対的に固定する。これによって、キャビティ23内においてワークWが圧縮されてなる成形品Sと下方パンチ26との間の空間形成を規制する。
(もっと読む)
1 - 10 / 119
[ Back to top ]