
国際特許分類[B22C19/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | モールドまたはコアの製造用の造型機械の構成要素または附属品 (13) | 造型機械用に特別に設計されたコントロール装置 (8)
国際特許分類[B22C19/04]に分類される特許
1 - 8 / 8
抜枠鋳型造型装置
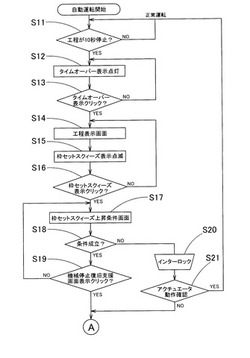
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
大・中型の砂型のデジタル化加工方法及びその設備

【課題】本発明は大・中型の砂型のデジタル化加工方法及びその設備に関し、鋳造と数値制御加工のクロス技術分野に属する。
【解決手段】本発明の大・中型の砂型のデジタル化加工方法のステップは以下の通りである。まず、鋳型の3次元CADモデルを加工コードに転換して、作成された砂素材を中空網目状の加工プラットフォーム1に置いて、デジタル化フライス研削加工を行い、加工により生じた鋳物砂廃棄物がバイト10付近のノズル11から噴出した高圧ガスにより排出され、かつ加工プラットフォーム1におけるメッシュを通って加工プラットフォーム1の下の収集装置2に進入する。本発明の大・中型の砂型のデジタル化加工方法を実施する設備における全ての軸3,5,7の運動部材4,6,8は、鋳物砂廃棄物による汚れを防ぐように、いずれも加工対象とする砂素材の上方に配置する。
(もっと読む)
枠付き上下鋳型の枠合せ装置
【課題】造型された枠付き上下鋳型の枠合せ時における枠合せ不良の検出精度を向上させて、見切り面からの湯こぼれを防止することができる枠付き上下鋳型の枠合せ装置を提供する。
【解決手段】立設する4本の支柱の上方に載置される昇降シリンダと、該昇降シリンダのロッド先端に固定される昇降テーブルおよび該昇降テーブルの下部に設けられる、前記枠付き上鋳型の上枠の両端部に形成される突起部の上下両面に加工されている上面加工面および下面加工面のうち下面加工面に搬送ローラを着脱可能にする支持機構を具備する昇降部と、前記昇降部に前記枠付き上鋳型の上面加工面に向けて少なくとも4個配置されるとともに該上面加工面の変位を測定する変位センサと、該枠付き上鋳型を上昇させた状態と枠合せ後の状態における該上面加工面の変位をそれぞれ測定した測定値とあらかじめ設定されている枠合せ不良条件に基づいて枠合せ不良の判定を行う。
(もっと読む)
無枠式砂鋳型鋳造装置
【課題】台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減できる無枠式砂鋳型鋳造装置を提供する。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
(もっと読む)
造型機
マッチプレート造型機の油圧ユニット15は、高圧油を供給する油圧ポンプ20と、スクイズ工程を実行するための第1及び第2の油圧シリンダ系7及び10へ流体連通され、油圧ポンプ20からの高圧油をそれら油圧シリンダ系に供給する配管系21、25、及び26と、配管系に設けられたアキュムレータ22と、油圧ポンプ20からの高圧油の流れを、第1と第2の油圧シリンダ系7及び10に対してそれぞれ切換る第1及び第2の電磁方向切換弁23及び24と、第1と第2の油圧シリンダ系7及び10の高圧油の圧力を計測し、その計測値に対応する出力信号を発生する第1と第2の油圧センサ27及び28と、そのセンサからの出力信号を受け取り、その出力信号と、アキュムレータ22の高圧油に対する保持圧力以下の範囲内にある設定された設定値とに基づいて、第1と第2の電磁方向切換弁23及び24の切換えを制御する制御器29とを含む。 (もっと読む)
抜型方法およびその装置
【課題】 鋳型を反転することなく、短時間で安全に、かつ安価にて抜型できるようにする。
【解決手段】 本発明の抜型方法は、模型定盤1の上に鋳枠3と模型2とを載置し、鋳型を造型した後、鋳型5から鋳枠3および模型2を抜型するもので、鋳枠3を分割した脱着式鋳枠4とし、鋳型を造型した後、鋳枠の一部を取り外し、近傍に備えたマニュピュレータ6により鋳型5を把持し、マニュピュレータ5または模型定盤1を移動させて抜型するものである。
(もっと読む)
造型機のデータ収集システム
【課題】監視する造型機が異なっていても、ソフトウエアの設計が簡単であって、汎用性に優れており、鋳型の品質に影響を及ぼす情報データを表示して、メンテナンスを容易に行うことができる造型機のデータ収集システムを提供する。
【解決手段】造型機のデータ収集システムに関し、造型機の運転状態を制御する制御用コントローラと同期して該運転中に計測される情報データを所定のサンプリング時間ごとに収集するデータ収集用コントローラと、前記情報データを表示する外部コンピュータとからなる。前記データ収集用コントローラは、前記制御用コントローラとともに、造型機の制御盤に内蔵されている。また、前記制御用コントローラとデータ収集用コントローラとがプログラマブル・ロジックコントローラであるのが好ましい。
(もっと読む)
鋳型造型装置の遠隔監視システム
【課題】鋳枠無し上・下鋳型造型装置の駆動手段や構成要素の動作を遠隔地からでも適確に監視することができる鋳型造型装置の遠隔監視システムを提供する。
【解決手段】鋳型造型装置の遠隔監視システムにおいて、鋳型造型装置の駆動手段および構成要素に装着されて駆動手段および構成要素に関連する各種の属性の大きさを測定する各種のセンサと、これら各種のセンサによる測定値を通信回線上に送信する送信手段31と、この送信手段31から通信回線33を介して送信された各種のセンサの測定値を分析しかつ分析結果を表示する監視ツール32と、を具備したことを特徴とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]