
国際特許分類[B22D11/115]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 溶融金属の供給または処理 (1,430) | 溶湯の処理 (457) | 撹拌,または振動手段を用いるもの (222) | 磁場を用いるもの (205)
国際特許分類[B22D11/115]に分類される特許
1 - 10 / 205
金属製品製造装置及び金属製品製造方法、並びに攪拌用の回転磁場発生装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
攪拌装置付き連続鋳造用鋳型装置
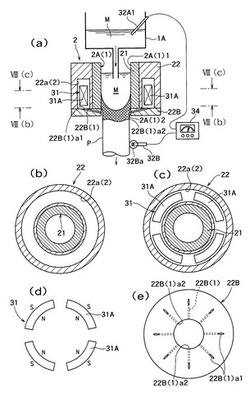
【課題】発熱量を抑えメンテナンスも容易で安価で実際上使いやすい攪拌装置付き連続鋳造用鋳型装置を提供する。
【解決手段】少なくとも鋳造空間内の液相状態にある溶湯M中に電流を流すことのできる第1電極32A1及び第2電極32Bを有する電極部と液相状態にある前記溶湯に磁場をかけるための永久磁石31Aを有する磁場発生装置31とを備え、前記磁場発生装置は鋳型2における磁場発生装置収納室22a(2)に収納されて中心方向に向かって横向きに磁力線を発生させ前記磁力線を前記鋳型の側壁の一部を貫通させて前記鋳造空間に至らせ、前記溶湯に前記電流と交差する横向きの磁力線を与え得るものとして構成されている攪拌装置とを備えるものとして構成される。
(もっと読む)
鋳造末期における鋳型内電磁撹拌装置の制御方法

【課題】鋳造末期の鋳片の品質を向上させる。
【解決手段】鋳造速度が一定である定常域sの後に鋳造速度を減速する減速域dにおいて、定常域sの印加強度Bsに対する減速域dの印加強度Bdの比率Xtが、[(20/T)×t+100]≦Xt≦180を満たすようにする。ここで、Tは、減速開始から鋳造終了までの減速域dの時間[min.]であり、tは、減速開始からの経過時間[min.]である。
(もっと読む)
連続鋳造設備における電磁場発生装置の異常診断装置及び異常診断方法、並びに連続鋳造方法
【課題】連続鋳造機に設置された電磁場発生装置の電磁コイルの絶縁診断を短周期で実施可能とする、連続鋳造設備における電磁場発生装置の異常診断装置及び連続鋳造方法を提供する。
【解決手段】連続鋳造機1の操業中に、鋳片7が電磁コイル15による電磁場印加領域であるモールド4から抜けたことを検出することで、電磁コイル15による電磁場の印加が不要となる鋳込間の開始タイミングを検出する。そして、そのタイミングで電磁コイル15と電磁場発生用電源17との接続を切断し、直流電圧発生器21から電磁コイル15に一定の直流電圧(試験電圧)を印加して、電磁コイル15の絶縁試験を行う。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造装置
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
連続鋳造用鋳型内の磁束密度測定装置
【課題】 スラブ連続鋳造機の鋳型背面に配置される交流移動磁場発生装置や直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場や直流静磁場の磁束密度を短時間で且つ磁束密度の最大値及び最小値を正確に測定する。
【解決手段】 本発明の磁束密度測定装置1は、スラブ連続鋳造機の鋳型背面に設置された交流移動磁場発生装置または/及び直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場または/及び直流静磁場の磁束密度を測定する磁束密度測定装置であって、磁束密度を測定するための磁束測定素子2と、該磁束測定素子を保持するためのガイド3と、該ガイドを保持し、ガイドを保持した状態で手動操作による鋳型長辺方向への移動が可能な移動架台4と、該移動架台を支持するための固定架台5と、を有する。
(もっと読む)
管用中空鋼片の製造方法
【課題】 継目無し鋼管用の中空鋼片を連続鋳造によって製造するに当たり、凝固殻内面性状(平坦・空隙・内部割れ等)の改良を図る。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を分離させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直し、次いで切断するに当たり一対の楔型歯(上流側は傾斜、下流側は垂直)を鋳片に圧入して噛み切るように切断する。上流側端部は圧下・圧接・閉鎖し、下流側は開口状態になり、片端開口の中空鋼片が得られる。凝固殻内面の空隙防止のため、溶融芯が分離される部位で電磁撹拌する。内部割れを圧着して無害化するため、伸直後の鋳片を圧延機で圧下し、且つ切断後の鋼片を軸方向圧縮加工する。製管に該鋼片を供すれば旋孔圧延が省略される。
(もっと読む)
連続鋳造用鋳型の温度測定方法及び装置
【課題】正確な鋳型温度を得る。
【解決手段】鋳型内溶鋼の電磁攪拌装置3を備えた連続鋳造機の鋳型温度を熱電対2で測定するに際し、熱電対2からの電圧信号を温度信号に変換した後、電磁攪拌装置3から発せられる電磁ノイズが原因の前記温度信号に変換した後の信号における周期的なノイズ波形をローパスフィルタ5で除去する鋳型温度測定方法において、電磁攪拌開始後における任意時刻のローパスフィルタ5からの出力値と鋳型温度との間の偏差を、電磁攪拌開始直前と同開始直後と前記任意時刻におけるローパスフィルタ5からの出力値を用いて算出して前記任意時刻におけるローパスフィルタ5の出力値から除去し、当該任意時刻の鋳型温度とする。
【効果】電磁ノイズがあっても、連続鋳造用鋳型の温度を熱電対により正確に測定できるので、鋳型の温度分布または温度測定値の時間変動を用いたブレイクアウトの予知や鋳型内溶鋼流動の推定が可能になる。
(もっと読む)
1 - 10 / 205
[ Back to top ]