
国際特許分類[B22D21/02]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造方法にとって冶金的性質が重要な影響をもたらす非鉄金属または金属化合物の鋳造;そのための組成物の選択 (504) | 強酸化性非鉄金属の鋳造,例.不活性雰囲気中での (301)
国際特許分類[B22D21/02]の下位に属する分類
アルミニウムまたはマグネシウムの鋳造 (293)
国際特許分類[B22D21/02]に分類される特許
1 - 8 / 8
長尺鋳塊の溶解製造方法
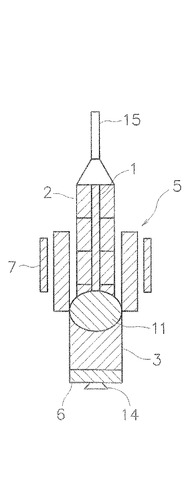
【課題】CCIM法を用いて、健全な長尺の鋳塊を安定して製造することができる長尺鋳塊の溶解製造方法を提供することを課題とする。
【解決手段】溶湯4を芯金用鋳型9に注湯して軸状の芯金鋳塊1を作製する第一工程と、溶湯4を棒状原料鋳型10内に立設した芯金鋳塊1の周囲に複数回に分けて注湯することで棒状原料2を作製する第二工程と、るつぼ底6が上下方向に移動自在に形成された水冷銅製るつぼ5内に棒状原料2を装入して誘導加熱で溶解し下方に引き抜くことで、その引抜方向の長さが直径に対して1.5倍以上の長尺鋳塊3を製造する第三工程とよりなる。
(もっと読む)
Ti、Ti合金、またはTiAlの造塊方法および造塊装置

【課題】Tiなどからなる鋳塊を良好な鋳肌にして確実に造塊できるTi、Ti合金、またはTiAlの造塊方法、およびこれに用いられる造塊装置を提供する。
【解決手段】Ti、Ti合金、またはTiAlを溶解し且つこれらの溶湯M1を炉底4の出湯ノズル6から出湯させる誘導溶解炉2と、係る誘導溶解炉2の下方に配置され、当該溶解炉2に対して相対的に下降可能とされた鋳型10と、上記溶解炉2の炉底4付近から上記鋳型10の内側に垂下されたTiなどの金属製のパイプ8と、を含み、上記鋳型10は、油圧シリンダ16上端のテーブル12上に支持されている、Ti、Ti合金、またはTiAlの造塊装置1。
(もっと読む)
射出成型装置
【課題】モールドを基板から取り外すことなく、また、モールドを破損または破壊することなく、基板に装着された複数のモールドから複数の金属燃料成型体を一挙に容易に取り出すことのできる、金属燃料成型体を製造するための射出成型装置を提供すること。
【解決手段】両端に開口部を有する筒状のモールド2と、前記モールド2の上端側の開口部内に挿入することにより、前記モールド2内で固化した金属燃料を前記モールド2から押出可能に形成された押出部材12を備えると共に前記基板1の上方を覆蓋するように配置された上部蓋体1−1と、 前記モールド2の上端側の開口部内に挿入された前記押出部材12をさらにモールド2内に進入させる押出部材移動手段(ネジつき締付部材11)と、 前記基板1と前記上部蓋体1−1との間に形成される空間を気密に封止する伸縮自在の気密封止部材14とを備えて成ることを特徴とする射出成型装置。
(もっと読む)
金属材料をキャスティングする方法及びその鋳造装置
【課題】金属材料をキャスティングする方法及びその鋳造装置において、ダイ型空洞部の形状の複雑さが制限されないようにし、また、鋳造品に亀裂が生じるのを回避することにある。
【解決手段】非金属の鋳型を、一つ以上の相対移動可能な第1、第2部材内に設けた鋳型収容のチャンバに配置する工程と、鋳型内の鋳型空洞部と一つ以上の第1、第2部材に設けたゲート通路とを連絡させる工程と、ゲート通路とショットスリーブとを連絡させる工程と、圧力下にある金属材料をショットスリーブからゲート通路を介して非金属の鋳型へ流入させる工程とからなる。
(もっと読む)
チタンアルミ合金用鋳型
【課題】 合金溶湯との反応が少なく、かつ、安価なチタンアルミ合金用鋳型を提供するものである。
【解決手段】 本発明に係るチタンアルミ合金用鋳型40は、チタンアルミ合金製の鋳造品60を製造するためのものであって、
鋳型40を構成する鋳型本体41のキャビティ表面43の少なくとも初層44aを、酸化セリウムを主成分とする骨材と、少なくともジルコニアゾルを主成分とするバインダで構成されるスラリの焼成物で形成したものである。
(もっと読む)
鋳造装置および半導体インゴット
【課題】鋳造中に半導体融液とCOガスの反応を極力防止して、不純物濃度が低く高品質の半導体インゴットを鋳造するのに適した鋳造装置を提供する。
【解決手段】内部に半導体材料又は融液を保持する容器体と、該容器体上方に配置された不活性ガス供給排気機構と、を有してなる鋳造装置において、前記不活性ガス給排気機構は、ガス供給孔及び該ガス供給孔の上方に形成されたガス排気孔とからなることを特徴とする。
(もっと読む)
多結晶シリコンインゴットの鋳造方法
【課題】不純物濃度の高い領域は凝固点が低下し、周囲の凝固進行に取り残されて固液界面の凹型界面の内部へ不純物が偏析され、不純物濃度が著しく高くなっているため、凝固後の冷却の際に不純物濃度が過飽和となり異物として析出する問題があった。
【解決手段】一部が開放した鋳型内部にシリコン融液を保持しつつ凝固させる凝固工程を備えた多結晶シリコンインゴットの鋳造方法であって、前記凝固工程において、シリコン融液表面温度と融液高さの半分の位置における側面融液温度差を50℃以上とする。
(もっと読む)
鋳造装置用チャンバ吸湿防止方法及び鋳造装置
【課題】 保管期間中に充填される不活性ガスが吸湿していても、その影響による融解金属の酸化を防止する。
【解決手段】 不活性ガスの供給状態で坩堝4内の金属を融解し、鋳型6に鋳込む鋳造作業が実行された後、次に鋳造作業が再開されるまでの保管期間中には、チャンバ2内を真空ポンプ45で排気し、その後、不活性ガスを不活性ガスボンベ50から封入し、チャンバ2内を無酸素状態に維持する。鋳造作業の再開直前に、チャンバ2内を真空ポンプ45で排気し、不活性ガスボンベ50から新たに不活性ガスを供給する鋳造前工程を複数回にわたって繰り返す。
(もっと読む)
1 - 8 / 8
[ Back to top ]