
国際特許分類[B23B35/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 中ぐりまたは穴あけ,または本質的に中ぐり盤またはボール盤の使用を必要とする加工のための方法;そのような方法と関連した補助装置の使用 (103)
国際特許分類[B23B35/00]に分類される特許
1 - 10 / 103
ボーリング加工方法及びボーリング加工装置
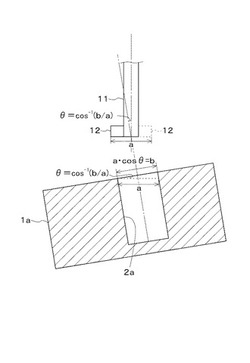
【課題】ボーリング加工後のワークの穴の内径のばらつきを低減でき、ボーリング加工後のワークの穴の真円度を向上させることが可能なボーリング加工方法及びボーリング加工装置を提供する。
【解決手段】ワーク1の穴2の軸を加工軸11の軸に対して傾けない状態で、ワーク1の穴2をボーリング加工する第一工程と、第一工程でボーリング加工されたワーク1の穴2の形状を測定する第二工程と、前記第二工程の測定結果に基づいて、加工軸11の軸に対するワーク1の穴2の軸の傾斜角度を算出する第三工程と、新たなワーク1aの穴2aをボーリング加工する第四工程と、を備え、前記第四工程のボーリング加工は、ワーク1aの穴2aの軸を加工軸11の軸に対して、前記傾斜角度だけ傾けた状態で行われる。
(もっと読む)
切粉排出装置及びその方法

【課題】分岐部内の弁座箇所や排出口周辺への切粉の集積に起因する開閉弁体のシール性能の低下を抑制し、穿孔作業に伴なって発生した切粉を効率よく排出することのできる開閉弁を含む切粉排出装置及びその方法を提供すること。
【解決手段】開閉弁5は、分岐部2,3,4内を閉止する弁本体部5bと、切粉排出孔10を閉止する弁先端部5cとからなり、開閉弁5の移動により、弁先端部5cの外周面と切粉排出孔10の開口周辺とが近接した位置において、弁先端部5cの外周面と切粉排出孔10の開口周辺面との間隙により噴出流を発生させ、その後の開閉弁5の半径方向移動により弁先端部5c外周面が切粉排出孔10を閉止する。
(もっと読む)
切粉排出方法及びその装置
【課題】穿孔の際に発生する切粉を流体管付近に滞留させず、切粉が流体管内に進入することを防ぐ切粉排出方法及びその装置を提供すること。
【解決手段】流体管1に密封状に接続した分岐部2c,3,20,4内において、穿孔刃17を有する穿設手段8を用いて不断流状態で流体管1の管壁を穿設し、この管壁の穿設で生じた流体管1の切粉30を分岐部2c,3,20,4外に排出する切粉排出方法及びその装置であって、穿設手段8により流体管1の管壁を穿設することで、流体管1内からの流体が分岐部2c,3,20,4の内外を連通する排出路10を介し分岐部2c,3,20,4外に排出する排出流を生じさせ、この排出流に乗じて切粉30を分岐部2c,3,20,4外に排出する。
(もっと読む)
穴あけ工具
【課題】液体シムの高温硬化及び穴あけ治具の機能を促進する穴あけ工具
【解決手段】工具206は、第一及び第二の構造部材202、204の間に配置された液体シム216の層を有する第一及び第二の構造部材を貫通して穴をあけることを提供する。工具は、構造部材にあけられる穴の位置を定める開口部を有する穴あけ治具208と、穴あけ治具の底表面の少なくとも一部分に結合されたヒートブランケット210を有し、液体シムに近接したエリアの前記構造部材の一に結合される。方法は、構造部材にあけられる穴に対応する穴あけ工具を提供するステップ、液体シムに近接したエリアに前記構造部材の一に前記工具を結合するステップ、前記ヒートブランケットをアクティブにし、既定の期間に硬化温度を超える温度まで液体シムの温度を上昇させるステップ、及び、前記穴あけ治具の前記穴を貫通して、前記構造部材及び前記液体シムに穴をあけるステップを含む。
(もっと読む)
ボーリング加工装置およびボーリング加工方法
【課題】簡易な構成によって、トランスアスクルケース100の対向する側にそれぞれ形成される穴を同軸上にボーリング加工できるボーリング加工装置およびボーリング加工方法を提供する。
【解決手段】セカンダリシーブベアリング穴103が形成される側から、ボーリング工具20によって、セカンダリシーブベアリング穴103をボーリング加工し、セカンダリシーブベアリング穴103と同軸上に、貫通穴106をボーリング加工し、リダクションドライブベアリング穴104が形成される側から、穴測定プローブ30をボーリング加工された貫通穴106の内壁の複数箇所に接触させて貫通穴106の中心を算出し、ボーリング工具20によって、算出した貫通穴106の中心と同軸上に、リダクションドライブベアリング穴104をボーリング加工するボーリング加工装置10。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、回転中心刃部4aと最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少し、回転中心刃部4aの先端角が140°以上、170°以下であり、
最外周刃部4cの先端角が5°以上、45°以下である構造にした。
(もっと読む)
コンロッドの加工制御装置、コンロッドの加工方法およびコンロッドの加工を行うためのプログラム
【課題】コンロッド貫通部の真円度を確保しつつ、より効率の高い加工が行える技術を提供する。
【解決手段】コンロッド貫通部の特定部分の内径と当該貫通部の真円度を確保するのに適切な加工装置の制御パラメータとの関係を予め調べておき、そのデータテーブルをデータベース201に記憶しておく。コンロッドの加工時に測定した上記特定部分の内径の測定値を上記のデータベース201内のデータテーブルと照合し、上記制御パラメータを取得する。これにより、複数個所の内径を計測することなしに、真円度を確保したコンロッド貫通部の加工が可能となる。
(もっと読む)
ワークの穴加工装置及びワークの穴加工方法
【課題】本発明は、装置全体を小さくすることができ、しかもワーク穴の加工ピッチが狭い場合でもワークに2軸または多軸での穴の同時加工ができるワークの穴加工装置及びワークの穴加工方法を提供することを目的とする。
【解決手段】主軸42と、主軸42を内部の空間44に収容するための筒状のハウジング46と、ハウジング46の空間44の複数箇所に備えられる軸受48と、主軸の先端付近に取り付けられるチップ24とを、ワーク30の穴32内に入れて、ワーク30の穴32を加工する。
(もっと読む)
穿孔ユニット及び穿孔装置
【課題】被穿孔物を穿孔する際に生ずる騒音や振動を軽減させつつ、作業効率を向上させる穿孔ユニット及び穿孔装置を提供する。
【解決手段】本発明にかかる穿孔ユニットは、回転軸を中心として回転可能な主軸部と、前記主軸部を回転駆動させる駆動部と、前記主軸部と一体となって前記回転軸周りに回転し、被穿孔物を穿孔する穿孔工具であって、前記回転軸から径方向に偏心された仮想直線に沿って設けられ、前記被穿孔物を照射するレーザー光が通る光路となる偏心孔を内部に有する穿孔工具と、を備える。
(もっと読む)
穴加工方法及び穴加工工具
【課題】穴加工方法及び穴加工工具において、簡単な方法で高精度な穴あけ加工を可能とする。
【解決手段】支持された管板45に対して、本穴としての取付穴60より小径の穴を加工可能な第1穴あけ工具63aと、本穴と同径の穴を加工可能な第2穴あけ工具63bとを用いて穴加工を行うものであり、予め設定された加工位置に第1穴あけ工具63aを移動して予め設定された所定深さの仮穴60Aを加工する仮穴加工ステップと、既設の取付穴60と仮穴60Aとの距離Sを計測する穴計測ステップと、取付穴60と仮穴60Aとの距離Sの計測結果に基づいて加工位置を補正する加工位置補正ステップと、補正した加工位置に第2穴あけ工具63bを移動して本穴を加工する本穴加工ステップとを設ける。
(もっと読む)
1 - 10 / 103
[ Back to top ]