
国際特許分類[B23D55/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 帯鋸歯をもつ鋸歯またはその装置のうち部品の構造にのみ特徴のあるもの (113) | 帯鋸歯の案内または送り装置 (45)
国際特許分類[B23D55/08]に分類される特許
21 - 30 / 45
横型帯鋸盤における切断加工終了点検出方法
【課題】 切断終了後の余分な空切削区間をなくすことで、角度切り時の切削効率を向上させた横型帯鋸盤における切断加工終了点検出方法の提供。
【解決手段】 横型帯鋸盤1における切断加工終了点検出方法にして、カッティングヘッド9の旋回角度θ、鋸刃傾斜角α、ワーク幅A1、ワーク高さH、帯鋸刃の走行中心位置から旋回角度θ時の移動バイスジョーのクランプポイントPまでの距離Dおよび旋回角度θ時のクランプ幅A3とにより、前記旋回角度θ時における実際の切断幅A2を切断するのに必要な切断開始位置から切断終了位置までの帯鋸刃の降下量Lθを計算式、Lθ=H+(A3−D・tanθ)・tanαにより演算して求め、降下量Lθを検出したら切断降下を終了させ、余分な空切削区間距離「(A3−A2)・tanα」分の距離の降下動作をなくしたことを特徴とする横型帯鋸盤における切断加工終了点検出方法。
(もっと読む)
帯鋸盤

【課題】切削中の帯鋸振動を被切削物のサイズや材質に影響を受けることなく、抑えることができて、切削騒音を十分に小さくできる帯鋸盤を提供する。
【解決手段】切削領域Mと駆動ホイール27との間にガイド手段40を配設し、切削領域と従動ホイール28との間にガイド手段41を配設した帯鋸盤である。ガイド手段40、41は、切削領域側の切断姿勢保持用の第1ガイド部材51と、第1ガイド部材51よりも反切削領域側の第2ガイド部材52と、第2ガイド部材52よりも反切削領域側の第3ガイド部材53とを備える。第2ガイド部材52と第3ガイド部材53とを無端状帯鋸の掛回し姿勢と切断姿勢との間のひねり途中に配置した。
(もっと読む)
帯鋸盤の材料検出装置
【課題】材料サイズや形状が変化しても材料に当接する当接部品の交換の必要がなく、かつ効率的な切断加工が行なえる帯鋸盤の材料検出装置の提供。
【解決手段】鋸刃ハウジング17を昇降自在に設けた帯鋸盤の材料検出装置において、前記固定鋸刃ガイド43と可動鋸刃ガイド41との間に切断領域Rを走行する帯鋸刃3の胴部を挟持するインサートを備えた中間鋸刃ガイド装置45を連結部材31に沿って移動位置決め自在に設ける共に昇降自在に設け、前記インサートの下面を前記帯鋸刃3の切れ歯より下方に突出させて設け、鋸刃ハウジング17がワークWに対して下降接近する時に前記インサート下端部がワークに当接したことを検出する検出器を設けたことを特徴とする帯鋸盤の材料検出装置。
(もっと読む)
帯鋸盤
【課題】帯鋸盤における鋸刃の振動及び騒音を防止する。
【解決手段】駆動ホイール11と少なくとも一つの従動ホイール13に無端環状の帯鋸刃9を卷回した帯鋸盤1において、前記帯鋸刃9の走行ラインBSLの少なくとも一箇所で、前記帯鋸刃9の側面に平面接触で前記鋸刃9を押さえ、前記帯鋸刃9の振動及び騒音を防止すべく鋸刃面接触押え手段としての鋸刃面接触押え部材45を備えてなることを特徴とする。
(もっと読む)
帯鋸盤
【課題】帯鋸刃の一部の歯に偏る局所的な摩耗を十分に抑えて、帯鋸刃の寿命を延ばすことができると共に、歯とワークWとの擦れを十分に抑えて、不快な騒音をなくして、作業環境の向上を図る。
【解決手段】帯鋸刃23iを循環走行自在に備えた帯鋸盤であって、帯鋸盤の鋸刃ガイド装置25によって帯鋸刃を支持した状態の下で、帯鋸刃を循環走行させつつ、前記帯鋸盤の鋸刃ハウジングをワークWに接近する切削方向へ相対的に移動させることにより、切削領域にてワークに対して切削を行う帯鋸盤において、切削領域にて帯鋸刃を帯幅方向へ強制的に振動させる振動の1周期の波長は、前記帯鋸刃における歯の歯先の最大ピッチの4倍の長さ以下であり、かつ振幅は0.1mm〜0.5mmである。
(もっと読む)
帯鋸刃及び切削方法
【課題】ワークの切削時の切削抵抗及び騒音の発生を抑制することのできる帯鋸刃を提供する。
【解決手段】切削作用を行う多数の歯31を備え、帯鋸盤の鋸刃ガイド装置に走行可能に支持される帯鋸刃23であって、当該帯鋸刃23の背側に、多数の凹凸部33が連続して形成され、各凹凸部33は、それぞれ、前記鋸刃ガイド装置におけるバックアップガイドに係合、離脱可能な凹部35と、この凹部35に隣接する凸部37とからなり、前記帯鋸刃23の背側に設けた多数の凹凸部33は、切削作用を行う多数の歯31の位置に拘りなく配置してあり、前記凹凸部33の凹部は、深さ寸法よりも長さ寸法を大きく形成してあり、前記凹部35の底面側のコーナをR状に形成してあり、前記凹凸部33の長さが前記歯31における歯先の最小ピッチ以上で、最大ピッチの4倍の長さ以下になるように構成され、かつ前記凹部が前記バックアップガイドに係合、離脱することによって帯鋸刃の帯幅方向へ強制的に振動される振幅が0.1mm〜0.5mmである。
(もっと読む)
切断機
【課題】被切断材の大きさ等に応じてフレームの上昇位置を容易に調整することができ、フレームを上昇位置で固定保持することができるとともに、その上昇位置での固定保持を容易に解除することができる安価な切断機を提供すること。
【解決手段】ベースの一端に設けられたヒンジ3にヒンジシャフト4を回動可能に挿通支持せしめ、切断刃物を回転可能に支持して成るフレームをヒンジシャフト4によってヒンジ3に回動可能に軸支し、フレームをヒンジシャフト4を中心に回動させて切断刃物で被切断材を切断する切断機において、ヒンジシャフト4を固定手段によってフレームに固定するとともに、該ヒンジシャフト4の外周に係合溝(係合部)4bを形成し、該係合溝4bに選択的に係合するスチールボール(係合部材)17と該スチールボール17をヒンジシャフト4の外周4aに押圧するスプリング(付勢手段)18をヒンジ4に設ける。
(もっと読む)
帯鋸刃によるワークの切断方法及び帯鋸盤
【課題】ビビリ振動を抑制してワークの切断を行う方法及び帯鋸盤を提供する。
【解決手段】駆動ホイール29と従動ホイール31とに掛回した帯鋸刃13に、ワークWに対する前記帯鋸刃13の切込み方向の振動を付与してワークWの切断を行うとき、前記駆動ホイール29及び従動ホイール31を回転自在に支承した鋸刃ハウジング15に対して、前記帯鋸刃13の背部を支持したバックアップ部材39に、振動付与手段によって前記切込み方向の振動を直接付与する際、前記バックアップ部材39によって前記帯鋸刃13の背部を支持した通常の背部支持位置から前記ワークWに対して離反する方向へ瞬間的な移動を許容して振動を付与する。
(もっと読む)
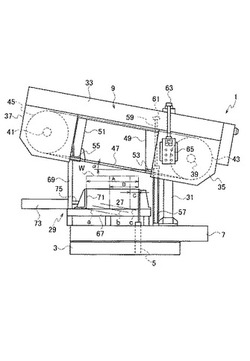
帯鋸盤及びワークの切断方法
【課題】帯鋸刃における鋸歯に多少の高低差がある場合であっても、全ての鋸歯がワークの切削に寄与することのできる切断方法及び帯鋸盤を提供する。
【解決手段】帯鋸盤によるワークの切断方法であって、帯鋸盤1に備えたエンドレス状の帯鋸刃7における歯先をワーク方向に指向して案内する帯鋸刃案内装置13,15に振動付与手段19A,19Bを備え、この振動付与手段によりワークWに対する帯鋸刃7の切込み方向への振動を付与して前記ワークWの切断を行うワークの切断方法である。帯鋸盤は、帯鋸刃7における歯先を切断すべきワーク方向に指向して案内する帯鋸刃案内装置13,15を備え、この帯鋸刃案内装置13,15に、ワークWに対する帯鋸刃7の切込み方向への振動を付与するための振動付与手段を備え、振動付与手段は、帯鋸刃7の背部を直接的に又は間接的に押圧可能な非円形状の回転体19A,19Bを備えている。
(もっと読む)
帯鋸盤によるワークの切断方法
【課題】帯鋸刃における鋸歯に多少の高低差がある場合であっても、全ての鋸歯がワークの切削に寄与することのできる切断方法及び帯鋸盤を提供する。
【解決手段】帯鋸盤によるワークの切断方法であって、帯鋸盤1に備えたエンドレス状の帯鋸刃7における歯先をワーク方向に指向して案内する帯鋸刃案内装置13,15に振動付与手段19A,19Bを備え、この振動付与手段19A,19Bによりワークに対する帯鋸刃7の切込み方向への振動を付与して前記ワークの切断を行うとき、帯鋸刃7の切込み方向への振動の振幅は0.03〜0.5mm程度であり、上記振動の周波数は数Hz〜数百Hzである。
(もっと読む)
21 - 30 / 45
[ Back to top ]