
国際特許分類[B23F21/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 歯切盤で使用するのに特に適した工具 (148) | フライス (62) | ホブ (26)
国際特許分類[B23F21/16]の下位に属する分類
テーパーホブ,例.傘歯車用
国際特許分類[B23F21/16]に分類される特許
1 - 10 / 26
フライス工具及びセグメント
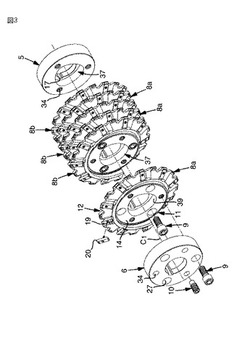
【課題】加工精度の向上。
【解決手段】各セグメントは、回転軸C1に対して直角に延びる2つの対向する面平行な端面を有するハブ部11と、接線方向に間隔をあけて配置される複数のフライスインサート20を有する外周カム12を含む。隣接するセグメントは雄及び雌部分の各1つが対で協働することによって着脱可能に連結される。雄及び雌部分はそれぞれ接触表面を含み、それは大きい端から小さい端の方へ収束し、回転軸を横切る断面は円から外れた曲線を形成する。雄及び雌部分の接触表面は、雄及び雌部分を互いに近づけたときに隣接するそれら2つのセグメントを最終結合位置の方へ導き、その最終結合位置は回転軸を中心として円から外れた曲線によって中心位置に芯出しされると共に角度的に決定され、面平行な端面が互いに当接する。
(もっと読む)
ミーリング工具及びミーリング・インサート・キット

【課題】本発明は、被削材の溝をミーリングするミーリング工具及びミーリング・インサート・キットを提供する。
【解決手段】工具は、回転軸(C1)を規定する工具本体(1)を備えると共に、第1の端部(3)、反対側の第2の端部(4)及び第1の端部と第2の端部との間の回転軸の周りを延びる外周面(8)とを有する。線(x)に沿って工具本体に交互に配置され、対応する数の交換可能なミーリングインサート(2a,2b)を受承する多数の分離したインサート座(9a,9b)は、互いに対して収束する第1の主切れ刃(24)と第2の主切れ刃(25)とを備える。ミーリングインサートは、回転軸からの第1の長さ(a)によって工具本体から突出する外側ミーリングインサート(2a)と、回転軸からの第2の長さ(b)によって工具本体から突出する内側ミーリングインサート(2b)とを備える。第1の長さ(a)は第2の長さ(b)よりも長い。
(もっと読む)
ホブカッタ
【課題】ホブカッタの切刃と被削歯車の歯面の隙間に切屑が噛み込まれるのを防ぐ。
【解決手段】カッタ回転方向Tに回転されるカッタ本体1外周に螺旋状の歯すじに沿って形成された複数の刃部4のすくい面5と左右刃面7、9との交差稜線部には左右切刃6、8を、すくい面5と歯先面11との交差稜線部には歯先切刃10を形成し、複数の刃部4のうち、創成中心刃を0番刃4Zとして、この0番刃4Zに対し歯すじに沿ってカッタ回転方向T後方側に隣接する+1番刃4Aと、この+1番刃4Aのカッタ回転方向T後方側に隣接する+2番刃4Bとを含む連続する少なくとも2つの一部の刃部4A〜4Cでは、左右切刃6、8のうち刃部4が被削歯車Wのトレーリング側の歯面22を形成する側の切刃6と歯先切刃10とのコーナ部12を他の刃部4の同じコーナ部に対し後退させる。
(もっと読む)
スローアウェイ式ホブ
【課題】インサートの着脱作業性及び取付剛性を向上させると共に、インサートの配置の自由度を大きくすることができるスローアウェイ式ホブを提供する。
【解決手段】軸部21の外周部に螺旋状に形成されるウォーム24にインサート31を着脱可能に装着する円盤状の分割ホブ11,12を重ね合わせ、隣接した分割ホブ11,12間におけるウォーム24の端面24a同士を突き合わせることにより、分割ホブ11,12を多巻ホブとして組み立てるようにしたスローアウェイ式ホブ1であって、インサート31のホブ回転方向の装着間隔を、360°を等分できない角度に設定し、ウォーム24の端面24aが、ホブ回転方向に隣接したインサート31間の中間位置よりも、ホブ回転方向上流側に配置されるように、ウォーム24の巻数を1巻未満に設定する。
(もっと読む)
表面被覆切削工具
【課題】 高速歯切加工、高速ミーリング加工、高速ドリル加工等の高速切削加工において、すぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 超硬基体、サーメット基体、高速度工具鋼基体等の工具基体表面に、組成式:[AlXCrYSiZ]N(原子比で、0.2≦X≦0.45、0.4≦Y≦0.75、0.01≦Z≦0.2、X+Y+Z=1)を満足する(Al,Cr,Si)N層からなる薄層Aと、[AlUTiVSiW]N(原子比で、0.05≦U≦0.75、0.15≦V≦0.94、0.01≦W≦0.1、U+V+W=1)を満足する(Al,Ti,Si)N層からなる薄層Bとの交互積層構造からなる上部層、及び、該上部層と工具基体表面との間に介在形成された前記(Al,Ti,Si)N層による下地層からなる硬質被覆層を形成する。
(もっと読む)
歯割り用切削器具
【課題】歯の切削加工において高い精度を有する、歯割のための切削器具を提供する。
【解決手段】歯を有するワークピースをホブ切りするための、固定端部3と、反対側の外側端部4と、外周面7とを有する切削器具である。器具本体1は、一定のピッチを有するらせん状の線xに沿って、外周面に相次いで配置された多数の座9を具備する。対応する交換可能な多数の切削インサート2はそれぞれ、下側部21と、チップ面24を形成する反対側の上側部22と、外周刃側部23と、二対の主切刃25とを具備する。チップ面は、複数の主切刃を含む延長平面において拡がる。各座は、切削インサートを受容するように形成され、切削インサートを支持できる支持面を具備する。各切削インサートのチップ面の延長平面が、らせん状の線が延長平面と交差する箇所における、らせん状の線の接線に対して平行な法線を有する。
(もっと読む)
切削器具用の切削インサート
【課題】歯の切削加工における高い精度を可能にする、歯割り用の切削器具のための交換可能な切削インサートを提供する。
【解決手段】下側部21と、チップ面を形成すると共に延長平面pに対して平行である、反対側の上側部22と、上側部と下側部とを接続する周囲刃側部23とを具備する切削器具のための切削インサート2である。中心軸線Aは下側部を通過して延びる。対称線Sは中心軸線に対して垂直である。第一の切刃24は、対称線に対して対称的である第一の主切刃24’及び第二の主切刃24”と、第一の主切刃と第二の主切刃との間に位置する横断端切刃24aとを具備する。切削インサートがポジティブの切刃幾何学形状を得るように、延長平面の法線が少なくとも第一の切刃に沿う刃側部と鋭角の逃げ角を形成する。
(もっと読む)
高速加工で優れた耐摩耗性を発揮する表面被覆歯切工具
【課題】高速加工ですぐれた耐摩耗性を発揮する表面被覆歯切工具を提供する。
【解決手段】 高速度鋼からなる歯切工具基体の表面に、すくい面摩耗性に優れた第一の被覆層と、逃げ面摩耗性に優れた第二の被覆層とを被覆形成した表面被覆歯切工具において、切れ刃エッジから1mmの位置における上記第一の被覆層のすくい面側の膜厚をT1、逃げ面側の膜厚をt1、また、上記第二の被覆層の逃げ面側の膜厚をT2、すくい面側の膜厚をt2とした場合に、逃げ面側の膜厚が、T2/t1>1、かつ、すくい面側の膜厚が、t2/T1<1を満足し、さらに、切れ刃エッジ部において、第一の被覆層と第二の被覆層の界面が連続して繋がっている層構造を有する。
(もっと読む)
優れた高温焼戻し軟化抵抗性を有する合金鋼
【課題】高温使用条件下で優れた高温焼戻し軟化抵抗性を発揮し、特に、ホブ等の歯切工具材料として好適な合金鋼を提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、Co:10.0〜15.0(好ましくは、C+Si+Cr+Co:25.0〜35.0%)、WおよびMoのうちの1種または2種の合計:9.0〜11.0%、V:1.5〜2.5%、残部はFeおよび不可避不純物からなる優れた高温焼戻し軟化抵抗性を有する合金鋼およびこの合金鋼から構成されたホブ。
(もっと読む)
超硬工具の製造方法
【課題】超硬合金からなり、温度特性をさらに向上させた工具を得ることができる超硬工具の製造方法を提供することにある。
【解決手段】タングステンカーバイトとバインダーを所定の割合で混合し、これに溶剤を添加し、混練した後、スプレードライヤ処理により乾燥・造粒し、得られた原料粉末を加圧成形し焼結して超硬工具を製造する超硬工具の製造方法であって、前記タングステンカーバイトとして、直径が1μm〜3μmである粉末を用い、前記バインダーとして、比表面積が30m2/g〜60m2/gであるコバルトからなる粉末を用いるようにした。
(もっと読む)
1 - 10 / 26
[ Back to top ]