
国際特許分類[B23K101/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | 管状または中空物品 (868) | 容器 (64)
国際特許分類[B23K101/12]に分類される特許
1 - 10 / 64
真空引き兼封止方法、ガス注入兼排気工具、ろう付け排気工具
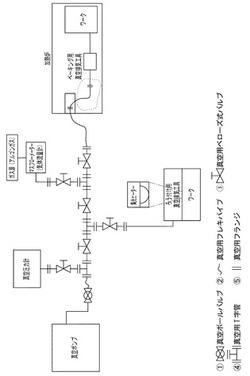
【課題】大掛かりな設備を用いずに真空二重容器を真空引きし封止する。
【解決手段】内瓶153側に凹んでいる凹部155と、凹部155に設けられ内周面に雌ネジ部157が形成されたポート156とを有する真空二重容器151に対する真空引き及び封止は、ガス注入兼排気工具101をポート156に取り付け、ガス注入兼排気工具101を介して真空二重容器151を真空引きするとともに加熱し(ベーキング工程)、ガス注入兼排気工具101を介して真空二重容器151に不活性なガスを注入し、ガス注入兼排気工具101を真空二重容器151から取り外してポート156にキャップ栓をし、凹部155にろう材を配置してろう付け排気工具301をポート156に取り付け、ガス注入兼排気工具101を介して真空二重容器151を真空引きし、ガス注入兼排気工具101のガラス体308を通してろう材を加熱しポート156を封止することにより実現される。
(もっと読む)
缶体の製造装置およびその製造装置を用いた缶体の製造方法

【課題】缶体の製造時、胴体と鏡板との接合部の仮止め溶接を不要とし、接合部を密に当接した状態を保持し、溶接器具配置の空間を充分に備えた製造装置を提供する。
【解決手段】胴体1の両側に設けた鏡板2に配置された各矯正用リング21の段付き部21aに、鏡板2の立ち上げ部後面2bを当接し、鏡板2の立ち上げ部前面2cと胴体1の立ち上げ部前面1bとを加圧ユニット3の加圧力により密に突き合わせ、矯正用リング21を横方向駆動ユニット22により突き合わせ部12から離脱後、回転駆動ユニット4により、胴体1、鏡板2、各矯正用リング21を一体的に回転する。
(もっと読む)
ステンレス製の容器またはタンクのろう付け方法およびろう付け構造
【課題】 一対の箱状または有底円筒状の第1部材1と第2部材2との間を全周にわたって耐圧性の高いろう付けを行なうこと。
【解決手段】 第1部材1の開口端部外周に拡開部3を形成し、拡開部3と第2部材2との間に隙間9を形成するとともに、拡開部3の付根4においては第2部材2外周との間を密着し、その間を閉塞する。そして、拡開部3の開口端縁6と第2部材2外周との間にろう材7を保持し、それを溶融させて隙間9内に浸入させ、その対向面間にろう材のフィレット8を保持させる。
(もっと読む)
溶接位置検出装置及び溶接位置検出方法
【課題】溶接トーチの狙いを溶接線に合わせ、確実な溶接を行うことを目的とする。
【解決手段】溶接位置検出装置は、先端から突出したワイヤを溶かして溶接する溶接トーチ16に取り付けられ、レーザ光源19、ミラー20、受光レンズ21、複数のセンサ22、通知部24を備える。レーザ光源19はレーザ光を放射し、ミラー20はレーザ光源19から放射されたレーザ光をワイヤの突出方向へ進路を曲げる。複数のセンサ22は、ミラー20によって進路を曲げられたレーザ光の反射光であって、それぞれ異なる領域で反射した反射光を、受光レンズ21を介して検出する。通知部24は、複数のセンサ22のうち、1つのセンサのみが反射光を検出している場合に、溶接トーチ16の向きが溶接位置へ向いていることを利用者へ通知する。
(もっと読む)
抵抗シーム溶接方法及び抵抗シーム溶接装置
【課題】比較的簡便な構成で、湾曲した溶接部位において溶接電極輪と被溶接物との間で生じるねじりトルクを確実に解消して、溶接欠陥を防止することが可能な抵抗シーム溶接方法及び抵抗シーム溶接装置を提供する。
【解決手段】一対の溶接電極輪31、32で加圧力Fを付与して被溶接物であるタンク部材11、12のフランジ11A、12Aを挟持し、一対の溶接電極輪31、32を回転させるとともに、予め教示されたフランジ11A、12Aの溶接線Sに沿って一対の溶接電極輪31、32を移動させながら溶接電流を通電することでフランジ11A、12Aを連続的に溶接する方法であり、少なくとも、フランジ11A、12Aにおいて溶接線Sが曲線状とされた溶接部位を溶接する際に、一対の溶接電極輪31、32の少なくとも一方に振動Vを付加しながら溶接する。
(もっと読む)
圧力容器の製造方法、製造装置及び圧力容器
【課題】 圧力容器内の圧力及び圧力容器の振動などによっても接合部が損傷し難い信頼性の高い、また寿命の長い圧力容器を製造すること。
【解決手段】 銅製のパイプの一端側を外方向に所定の傾斜で拡げてテーパー部Tを形成する工程と、前記パイプを容器本体部品の貫通穴に挿し込み、前記テーパー部Tのテーパー面を圧力容器の内側面となる面に当接させる工程と、前記パイプと前記容器本体部品との間に加圧力をかけた状態で通電して、前記パイプのテーパー部Tを前記容器本体部品の前記貫通孔を囲む角部に接合する工程と、前記パイプが前記圧力容器内に位置するように、前記パイプが接合された前記容器本体部品と他の前記容器本体部品とを組み合わせて結合する工程とを備えていることを特徴とする圧力容器の製造方法。
(もっと読む)
真空構造体の封止方法
【課題】ろう材を用いて350℃〜550℃での真空排気、封止を行うようにする。
【解決手段】金属製の外容器6と金属製の内容器の間により形成された真空断熱空間8を排気孔9より排気し、排気孔9を覆うようにろう材10に拡散する拡散材料板14とその拡散材料板14上にろう材10を載置して配置する。真空下で加熱してろう材10を溶解して、ろう材10にその下方の拡散材料板14が拡散した後、ろう材10が排気孔9に落下して排気孔9を封止する。ろう材10に拡散材料板14が拡散するまで排気孔9にろう材10が落下することがなく、ゲッターの活性化と吸蔵ガスの排気を良好に行うことができる。
(もっと読む)
摩擦攪拌接合方法および密閉容器
【課題】接合始端と接合終端とのオーバーラップ部における穴あきを防止した摩擦攪拌接合方法および密閉容器を提供する。
【解決手段】接合始端7よりも、少なくとも、回転ツール10の外径の1/2の距離だけ手前の位置で、回転ツール10の押込み量Pを増加させてオーバラップ部9を形成する。これにより、オーバーラップ部9における押込み量P1とオーバーラップさせていない部分の押込み量P0とを実質的に同一にすることができ、合せ部5の全周に亘って穴あきのない良好な接合部6を得ることができる。
(もっと読む)
缶体の製造方法、缶体の溶接継手構造および缶胴
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
金属製容器製造方法および溶接装置
【課題】銅製の母材を予熱する手段と溶接する手段とを近距離に配置して溶接装置を小型化して、予熱効果の高い安定した溶接を行う。
【解決手段】MIGワイヤ7と、MIGワイヤ7を取り囲むように配置されるMIG電極5と、MIG電極5を取り囲むように配置されるプラズマ電極11と、を有する溶接装置を用いる。キャスクの内筒1および外筒3に伝熱フィン2を溶接する。溶接方法は、MIG溶接工程およびプラズマ溶接工程を有する。MIG溶接工程は、MIGワイヤ7からMIGアーク8を発生させる。プラズマ溶接工程はMIG溶接工程と並行して、プラズマ電極11によりMIGアーク8を取り囲むように同軸上にプラズマアーク16を発生させる。
(もっと読む)
1 - 10 / 64
[ Back to top ]