
国際特許分類[B23K103/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 鉄または鉄合金 (888)
国際特許分類[B23K103/02]の下位に属する分類
国際特許分類[B23K103/02]に分類される特許
21 - 24 / 24
鉄骨柱の自動溶接方法
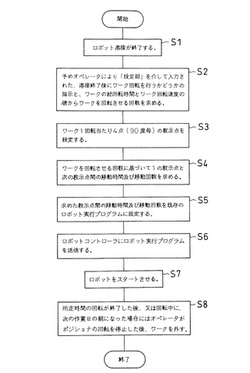
【課題】 溶接終了後ワークである鉄骨柱をポジショナに搭載したままにしておいても鉄骨柱を変形させることがない鉄骨柱の自動溶接方法を提供する。
【解決手段】 溶接ロボットによるワークの溶接が終了した後(ステップS1)、溶接後の総回転時間と回転速度に基づいてワークを回転させる回転回数を求める(ステップS2)。ワーク1回転当たりの複数の教示点を設定する(ステップS3)。求めたワークを回転させる回転回数に基づいて1の教示点と次の教示点間の移動時間及び移動回数を求め(ステップS4)、求めた移動時間及び移動回数を既存のロボット制御プログラムに設定する(ステップS5)。ロボットコントローラに実行プログラムを送信し(ステップS6)、ロボットをスタートさせる(ステップS7)。所定時間後にワークを支持するポジショナの回転を停止し(ステップS8)、ワークをポジショナから取り外す。
(もっと読む)
fs(フェムト秒)域極短パルスkW級高平均出力レーザーを用いて鋼鉄及びステンレス鋼を含む合金鋼鉄の冷間加工に伴う応力腐食割れを防止する方法

【課題】
鋼球鋼片によって他の機器を傷める恐れもなく、使用環境等の適用条件に制限がほとんどない、安価で、通常の原子炉機器寿命よりもはるかに長い期間にわたり永続して機能する冷間加工応力腐食割れ防止方法を提供する。
【解決手段】
鋼鉄及び合金鋼鉄において、fs域極短パルスkW級高平均出力レーザーの照射衝撃を用いて引っ張り残留応力層を除去し、さらには圧縮残留応力を発生させ、また応力腐食割れの感受性が極めて高い表面硬化層を除去し、除去過程においてこの硬化層を新たに発生・導入すること無しに、転移欠陥等の集中する、この感受性の高い表面硬化層を除去することによって、冷間加工応力腐食割れを防止する方法
(もっと読む)
溶接補修箇所を備えた鋳鋼品及び鋳鋼品の溶接補修方法
【課題】 応力除去焼鈍を行わないで、補修後の耐き裂発生特性を向上させる。
【解決手段】 鋳鋼品中の欠陥部を除去して、開先加工する工程と、前記開先加工した部分3に被覆アーク溶接によりバタリング溶接を行う工程と、前記バタリング溶接による溶接金属の一部を表面から厚さ方向に切削除去するハーフビード法を行い、初層バタリング溶接部12を形成する工程と、TIG溶接による第2層以降の本溶接部14を形成する工程とを備える。
(もっと読む)
プレート熱交換器
本発明は、プレート熱交換器と、プレート熱交換器を製造する方法とに関する。プレート熱交換器は、互いに隣接して配置され、かつろう付け結合によって互いに結合された多数の熱交換プレート(1,1’,1”)を含んでいる。熱交換プレートはクロムを含んでいるステンレス鋼で実質的に作られている。プレート熱交換器は、少なくとも数枚の熱交換プレートを通って延びている多数のポートチャネルを含んでいる。ポートチャネルは、ポートチャネルを管部材(6)に連結する連結面(5)によって取り囲まれている。連結面は、ステンレス鋼よりも簡単な手法で管部材を連結面にろう付けすることを可能にする材料を含んでいる。  (もっと読む)
(もっと読む)
21 - 24 / 24
[ Back to top ]