
国際特許分類[B23K11/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 先行するサブクラスの1つに限定されないシーム溶接 (16)
国際特許分類[B23K11/08]の下位に属する分類
直線状シームのためのもの (2)
同一平面上の曲線状シームのためのもの (2)
国際特許分類[B23K11/08]に分類される特許
1 - 10 / 12
溶接缶用錫めっき鋼板の溶接特性判定方法
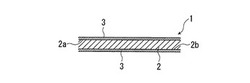
【課題】溶接缶用錫めっき鋼板の溶接性を精度良く判定する方法を提供する。
【解決手段】溶接缶用錫めっき鋼板1の両側端部の1mm幅部を除く内側領域の板幅方向3ケ所以上の測定位置で、素材鋼板2の表裏両面2a、2bに付着した金属錫の付着量3をそれぞれ測定し、1対をなす表裏両面の測定値をそれぞれ合算して各測定位置の両面付着量を算出し、各測定位置における両面付着量が素材鋼板1m2あたり1.0〜2.0gの範囲内を満足すれば良好な溶接性が確保できると判定し、各測定位置における両面付着量が素材鋼板1m2あたり1.0〜2.0gの範囲内を外れた場合に溶接不良が発生する可能性が高いと判定する。
(もっと読む)
金属缶体溶接継目部内面の補修方法

【課題】テープ補修部の耐久性及び経時での耐食性を改善する金属缶体バタフライ溶接継目部内面の補修方法を提供する。
【解決手段】金属缶体用溶接缶胴の溶接継目部内面及びその周縁の防食前処理金属面に補修テープ6を熱融着する工程よりなる連続的金属缶体溶接継目部内面の補修方法であって、該溶接缶胴がオーバーラップシームによるバタフライ溶接で接合されており、該溶接缶胴の溶接継目部内面及びその周縁に鋼板の厚み分の折り曲げ加工を施して、バタフライ溶接接合により該溶接継目部内面及びその周縁に形成される段差をなくし、補修テープの未融着部6aの未融着幅を折り曲げ加工前の30〜60%の範囲に低減させることを特徴とする金属缶体溶接継目部内面の補修方法。
(もっと読む)
Niめっき鋼板の溶接方法
【課題】溶接缶用のNiめっき鋼板の接合を高品質かつ安定して行う溶接方法。
【解決手段】Niめっきを片面に200mg/m2〜1000mg/m2施し、次いで、クロメート皮膜を金属Cr換算で2mg/m2〜10mg/m2施した、板厚0.10mm〜0.19mmの鋼板を、55mpm〜140mpmの溶接ワイヤー速度で溶接する際に、溶接ヘッドの出側コンベアを増速することにより、1缶内での溶接速度が缶の先端から後端にかけて増速し、缶の後端の溶接速度が缶の先端の溶接速度に比べて0.5%〜3%増速することを特徴とするNiめっき鋼板の溶接方法。
(もっと読む)
溶接缶胴の製造方法、溶接缶胴、および溶接缶胴の製造装置
【課題】シーム溶接端部の補修溶接性に優れた溶接缶胴の製造方法、溶接缶胴、および溶接缶胴の製造装置を提供する。
【解決手段】金属ブランクの対抗する端縁部10a、10bを重ね合わせて、重ね合わせ部10cを有する缶胴成形体10を形成し、重ね合わせ部10cの両面にそれぞれ線電極3、4を接触させて、電気抵抗マッシュシーム溶接して溶接缶胴12を製造する方法において、シーム溶接部Bの外側端部C1に沿ってレーザ光Lを照射し、外側端部C1を溶融させる事で外側端部C1を整形加工する。
(もっと読む)
缶胴溶接部の検査方法
【課題】溶接部の長手方向端部の良否を精度良く且つ高速に検査することができる缶胴溶接部の検査方法を提供する。
【解決手段】缶胴の溶接部の長手方向に沿った基準波形Aを生成する波形生成工程と、基準波形Aに基づいて複数の判定領域B,C,Dを設定する判定領域設定工程と、各判定領域B,C,Dにおいて上限値hと下限値iとからなる許容範囲を設定する許容範囲設定工程と、溶接部の温度を測定する温度測定工程と、測定温度が判定領域において許容範囲内にあるとき良と判定し、許容範囲外にあるとき不良と判定する良否判定工程とを備える。波形生成工程は、溶接部の端部の基準波形Aとして、上昇変化部A−1と温度安定部A−2と下降変化部A−3とを含む波形を生成する。判定領域設定工程は、溶接部の端部の判定領域Bを温度安定部A−2に対応する位置に設定する。
(もっと読む)
収納缶並びにその製造方法
【課題】シーム溶接により形成される段差により固定縁部の塗装の剥離を防止する。
【解決手段】円筒状にロールフォーミング成型された鋼板27の両周端部28を互いにシーム溶接して構成され、缶底部に地板が巻締められてなる収納缶であって、最上部に位置する開口部外側に巻き込み突出形成された湾曲形状の固定縁部11と、固定縁部11の下段において外側に突出形成された湾曲形状のビード12とを備え、更に上から積み重ねる一の当該収納缶1におけるビード12に、下側から受ける他の当該収納缶1における固定縁部11を係止させることにより互いに上下に積み重ね可能に構成され、ビード12は、少なくともシーム溶接された周端部28において外側への突出量が低減されてなる。
(もっと読む)
連続エリクセン溶接試験機
【課題】溶接缶などの溶接部の溶接状況を自動的に試験することができる連続エリクセン溶接試験機を提供する。
【解決手段】被試験体Wの保持部にガイドレール8を設け、その上を移動するポンチヘッド9のポンチ14により、被試験体Wの溶接部を連続的にしごいて溶接部の強度を評価する。ガイドレール8にはポンチ14が溶接部端部に差し掛かる部分まで傾斜面20を設け、ポンチ14を溶接部端部に円滑に潜り込ませる。ポンチヘッド9は自在継手12を介して駆動用のロッド11に接続することが好ましい。またポンチヘッド9はポンチ突出量調整手段を備えることが好ましい。
(もっと読む)
金属フリースを備えたハニカム体の製造方法
金属繊維(3)を有する少なくとも1つのフリース(2)を備えたハニカム体(1)を製造するための方法であって、a)金属繊維(3)を製造するステップ、b)金属繊維(3)で層(4)を形成するステップ、c)金属繊維(3)を互いに溶接するステップ、d)層(4)を変形させて特定のフリース特性を有するフリース(2)を形成するステップ、e)ハニカム体(1)を作成するステップ、f)ハニカム体(1)を硬ろう付けするステップを少なくとも含む。こうして製造されたハニカム体は特に自動車排出ガスを濾過するのに適している。  (もっと読む)
(もっと読む)
抵抗シーム溶接による異種金属の接合方法
【課題】抵抗シーム溶接による異種金属の接合において、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法と、このような抵抗シーム溶接による異種金属の接合構造を提供する。
【解決手段】例えば鋼材1とアルミニウム合金材2とを抵抗シーム溶接によって接合するに際し、これら被接合材1,2の間に第3の材料として亜鉛を介在させ、接合界面にAlとZnの共晶溶融金属3を生じさせて接合する。望ましくは鋼材1として亜鉛めっき鋼板1を使用し、亜鉛めっき層1pを第3の材料として利用する。
(もっと読む)
ティンフリースチールの溶接性評価方法
【課題】 電気抵抗溶接して用いられる無研削ティンフリースチールの溶接性を、精度よく評価する方法を提案する。
【解決手段】 電圧降下法により接触抵抗を測定してティンフリースチールの電気抵抗溶接性を評価する方法において、前記接触抵抗の測定点数を異なる位置で20点以上行い、上記測定点中における電圧降下が0.05V超えの発生率に基づいて、溶接性の評価を行うことを特徴とするティンフリースチールの溶接性評価方法。
(もっと読む)
1 - 10 / 12
[ Back to top ]