
国際特許分類[B23K13/01]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 高周波電流加熱による溶接 (173) | 誘導加熱によるもの (32)
国際特許分類[B23K13/01]の下位に属する分類
シーム溶接 (14)
国際特許分類[B23K13/01]に分類される特許
1 - 10 / 18
導線結合方法と導線結合装置
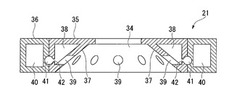
【課題】絶縁被覆を剥がさない状態で装置にセットし、導線を結合する。
【解決手段】絶縁被覆によって被覆された複数本の導線を加熱することによって導線同士が結合された結合部を形成する導線結合装置であって、誘導加熱装置の誘導加熱コイル21の内部に、空気通路38と、スラッジ飛ばし用水通路41とを形成し、空気通路38とスラッジ飛ばし用水通路41とを連通孔42によって連通させ、誘導加熱コイル21の内周面37に、空気通路に連通する噴出孔39を複数設ける。誘導加熱コイル21によって導線を加熱し、絶縁被覆を炭化させた後、噴出孔39から空気とスラッジ飛ばし用水の混合流体を噴射し、炭化した絶縁被覆を吹き飛ばす。絶縁被覆の除去が完了したら、誘導加熱コイル21により再度導線を加熱することにより、導線の芯線を溶融させて芯線同士を結合する。
(もっと読む)
アルミニウム系板材と突き合わせ金属板材の電磁溶接方法

【課題】電磁溶接方法では、これまで金属板の突き合わせ溶接ができなかった。本発明は、アルミニウム系板材と突き合わせ金属板材の電磁溶接方法であり、アルミニウム系板材を裏当て材とすることで金属板材の突き合わせ継手の製作を可能にする。
【手段】電磁溶接用の平板状ワンターンコイル中央部分1aの電流に垂直方向の断面形状を長方形とし、この断面横幅を5〜10mmとする。このコイル中央部分1aの中心線、アルミニウム板の中心線、金属板材3の突き合わせ部分(直線状)を断面横幅の±30%以内の精度で一致させて電磁溶接すれば、金属板材の突き合わせ継手が得られる。
(もっと読む)
バンドを互いにそれらの縦縁に沿って接合するように案内するための装置及び方法
本発明は、バンド(1、2)をそれらの縦縁(3、4)に沿って互いに接合するように案内するための方法及び装置に関し、接合すべきバンドの第1バンド(1)を案内するための第1トラックを形成する案内要素(10)と、第2バンド(2)を第1バンドの1つの縦縁に沿って接合するように案内するための第2トラックを形成する案内要素(10)とを含み、これらのトラック(6、7)は、その上を案内されるバンド(1、2)が輸送方向で互いに接近し、かつ互いに接合すべきそれらの縦縁が接触点から隙間なし、かつ重なりなしで互いに支えられるように構成される。本発明によれば、少なくとも1つのトラック(6、7)は、その上で案内されるバンド(1、2)の横方向移動が起こるように、1/4≦λ≦2の波長の波状となるよう構成される。同時に、複数の連続的案内要素(10)の回転軸及び/又は縦中心軸は、前記トラック上で案内されるバンド(1、2)がその縦軸の周りを輸送方向に回転するように、基準水平面に関して異なる傾斜角で他のトラックの方へ傾いている。このようにして、比較的厚いバンド及び/又は高強度バンドを接合するときでさえ、各バンドの塑性変形が起こることなく、くさび形接合角を作り出すことができる。 (もっと読む)
平板状コイル両面の金属薄板を同時に溶接する電磁溶接法
【課題】本発明は、平板状ワンターンコイルを用いてアルミニウム薄板などを溶接する電磁溶接法に関する。従来の方法では、コイルに溶接用の電磁力fが働くため、コイルの耐久性能が低下する欠点があった。これを改良し、コイルに電磁力fが実質的に働かない電磁溶接法を提供する。
【手段】平板状ワンターンコイル3の両面に二組のアルミニウム薄板5A、5Bを、それぞれ配置、固定し、コイル3にパルス大電流を流して電磁溶接する。コイル3に働く二つの電磁力fが互いに反対向きとなり、コイル3には電磁力fが働かなくなる。
(もっと読む)
耐座屈性能に優れる電縫管の製造方法
【要 約】
【課 題】 従来の技術では、真円度と耐座屈性能の両方に優れた電縫管を得ることが難しい。
【解決手段】 帯板を通材しつつロール成形し、突き合せた板幅両端部を電縫溶接して管となし、電縫溶接部に熱処理をした後、管を矯正する電縫管の製造方法であって、管を矯正するにあたり、回転矯正機を用い、該回転矯正機の鼓形ロールの最小径を前記管の外径以上とする。
(もっと読む)
耐座屈性能に優れる電縫管の製造方法
【課題】従来の技術では、真円度と耐座屈性能の両方に優れた電縫管を得ることが難しい。
【解決手段】帯板を通材Wしつつロール成形し、突き合せた板幅両端部を電縫溶接して管10となし、電縫溶接部に熱処理をした後、管を矯正する電縫管の製造方法であって、管を矯正するにあたり、回転矯正機8を用い、該回転矯正機のスタンド間距離を、管10の外径以上かつ管の外径の8倍以下に設定する。さらに、前記回転矯正機は計3スタンド以上で、最前段を入側スタンド、最後段を出側スタンド、それらの間のスタンドを中央スタンドとして、入側、出側両スタンドのロール高さをほぼ同じとし、中央スタンドのロール高さを入側、出側両スタンドのそれに対し+1mm以上、+40mm以下の範囲で上昇または下降させる。
(もっと読む)
電縫管溶接部の熱処理装置
【要 約】
【課 題】 従来技術では、熱処理装置の設備長が長くなり、多大なランニングコストがかかって、非効率的な電縫管製造を余儀なくされていた。
【解決手段】 オープン管の未溶接シーム部を、インピーダ6付きの電縫溶接装置1で溶接してなる電縫管溶接部に対し、電縫溶接装置の出側で熱処理を施す電縫管溶接部の熱処理装置であって、管外面側に誘導加熱スタンド13を通材方向に複数配置してなる外面側誘導加熱手段2と、管内面側に磁束発生ユニット4をインピーダの先端を延長した部分で保持して通材方向に複数配置してなる内面側誘導加熱手段3とを有する構成とした。
(もっと読む)
ファンの製造およびアセンブリ
ファン(20)を作製する方法は、バックプレート(22)およびバックプレート(22)から延在する複数のブレード(24)を備える、サブアセンブリ(48)を作製するステップと、ファンシュラウド(26)を作製するステップと、ファンシュラウド(26)をサブアセンブリ(48)のブレード(24)に隣接して位置付けるステップと、第1の溶接位置で強磁性粒子を提供するステップと、ならびに電磁エネルギーを第1の溶接位置で強磁性粒子に向けて、周辺材料を溶融し、かつファンシュラウド(26)とブレード(24)のうちの少なくとも1つとを構造的に接合するステップとを含む。  (もっと読む)
(もっと読む)
パイプ接合における誘導加熱方法
【課題】インサート材を挟んでパイプ部材同士の接合部を誘導加熱して圧接する際、接合部及びインサート材における昇温のばらつきをなくし、圧接時における接合部の温度を基準温度範囲に容易に収めることができるパイプ接合における誘導加熱方法を提供する。
【解決手段】昇温区間で均熱時間(t1≦t≦t2)の投入電力P2を、昇温開始から立ち上がり初期時まで(0≦t≦t1)における投入電力P1の1/3〜2/3とすることで、基準温度範囲より低い温度で一定時間、例えば3秒〜15秒保持し接合部の温度を安定化させることができる。その後昇温開始と同程度の電力を投入する。
(もっと読む)
電磁スポット溶接法
【課題】本発明は、金属薄板または箔を電磁スポット溶接する方法に関する。従来の電磁スポット溶接法には、スポット溶接する面積を小さくすると、磁束発生用コイルに機械的強度の点から制限があった。これを改良した電磁スポット溶接法を提供する。
【手段】従来の平板状ワンターンコイル3をそのまま使用する。被溶接材であるアルミニウム薄板5A,5Bの間に非金属薄板8を挟んで溶接する。非金属薄板8には小さな穴9があいている。穴9の部分だけがスポット溶接される。穴の径、数などを変えれば、コイルを取り替えることなく、各種のスポット溶接ができる。
(もっと読む)
1 - 10 / 18
[ Back to top ]