
国際特許分類[B23K13/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 高周波電流加熱による溶接 (173) | 誘導加熱によるもの (32) | シーム溶接 (14)
国際特許分類[B23K13/02]に分類される特許
1 - 10 / 14
電縫溶接部の成形性、低温靭性および耐疲労特性に優れた電縫鋼管およびその製造方法
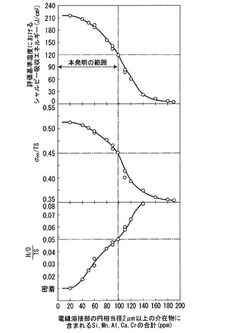
【課題】電縫溶接部の成形性、低温靭性、耐疲労特性に優れた、引張強さTS:434MPa以上である電縫鋼管を提供する。
【解決手段】電縫溶接部に存在する介在物のうち、円相当径で2μm以上の介在物に含まれる、Si、Mn、Al、Ca、Crの合計量が、質量%で、99ppm以下とする。電縫溶接部は、雰囲気中の酸素濃度を(1000/foxy)ppm以下に調整した雰囲気中で電縫溶接を行うことにより達成できる。電縫溶接後に、肉厚方向平均温度で720〜1020℃の範囲の温度に加熱する電縫溶接部熱処理や、電縫溶接後に、肉厚方向平均温度で720〜1020℃の範囲の温度に加熱して、縮径圧延を行ってもよい。電縫鋼管は、C:0.03〜0.59%、Si:0.10〜1.50%、Mn:0.40〜2.10%、Al:0.01〜0.35%を含有し、あるいはさらに、Ca、Crを含有してもよい。
(もっと読む)
電縫溶接部の耐HIC性と低温靭性に優れた電縫鋼管およびその製造方法

【課題】電縫溶接部の耐HIC性および低温靭性に優れた、引張強さ434MPa以上を有する電縫鋼管及びその製造方法を提供する。
【解決手段】電縫溶接部に存在し、かつ円相当径で20μm以上の介在物に含まれる、Si、Mn、Al、Ca、Crの合計量が、質量%で、20ppm以下する。C、Si、Mn、Al、あるいはさらに、Ca、Crを所定量含有する電縫鋼管とする。酸素含有量を(1000/foxy)ppm以下に調整した雰囲気中で電縫溶接を行うか、あるいは、鋼帯の端部に、管内表面または管外表面から肉厚方向に肉厚の10〜60%の位置まで、10×log(foxy)〜40×log(foxy)を満足する傾斜平均角からなるテーパ部を有する開先を付与するロール成形を行うか、あるいはこれらの両方を組み合わせて行うことにより、達成できる。なお、foxy=Mn+10(Si+Cr)+100Al+1000Caで定義される。
(もっと読む)
溶接欠陥検出方法及び電縫鋼管の製造方法並びに溶接製品
【課題】溶接欠陥に起因する溶接部機械特性低下部を、確実且つ過不足なく検出でき、これらの部分を切除した溶接製品を得、溶接製品の信頼性を格段に向上させる。
【解決手段】溶接施工時の溶接部を対象とし、該対象の発光状態をスパークセンサ12で撮像し、該撮像した画像からスパークを判定するスパーク判定工程と、次いで前記対象の輝度をDSセンサ10で画像信号として捉えて監視する輝度監視工程とを備え、更に前記監視工程後の溶接部をアレイ探触子を用いた超音波探傷装置(アレイUT)11で検査する検査工程を備えた。
(もっと読む)
溶接形鋼の製造方法及び製造装置
【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
溶接形鋼の製造方法及び製造装置
【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域、フランジ用鋼帯とウエブ用鋼帯の給電チップが接触する領域及び給電チップ接触部から接合部に到る領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品
【課題】溶接部に機械的特性の低下部分を含まない溶接製品を得ることを可能ならしめる溶接欠陥検出システムを提供する。
【解決手段】溶接施工時の溶接部を対象とし、スパークセンサ12で該対象の発光状態を撮像し、該撮像した画像からスパークを判定するスパーク判定工程と、前記対象の輝度をDSセンサ10で画像信号として捉えて監視する輝度監視工程と、前記スパーク判定工程の判定結果と前記輝度監視工程の監視結果とに基づいて溶接欠陥を判定する欠陥判定工程とを、コンピュータ(例えばPC)にて実行するよう構成した。
(もっと読む)
拡管性に優れる油井用電縫鋼管及びその製造方法
【課題】油井用電縫鋼管の溶接条件を確保すること、すなわち拡管加工時の割れを完全に防止することができる拡管性にすぐれる油井管用電縫鋼管を提供する。
【解決手段】C:0.05〜0.25%、Si:0.001〜2.00%、Mn:0.50〜2.50%、Al:0.010〜0.100%を含有し(あるいはさらにCu,Ni,Cr,Mo,Nb,V,Ti,W,B,Ca,REMの1種以上を各規定量だけ含有し)、P:0.019%以下、Sn:0.10%以下、S:0.005%以下、N:0.0049%以下、O:0.0030%以下で、かつ30*C+100*(P+Sn)+1000*(S+N+O):16.0%未満を満たし、残部Fe及び不可避的不純物からなる組成を有する電縫鋼管であって、電縫溶接部の全長にわたり欠陥面積率が5%以下であるもの。
(もっと読む)
バンドを互いにそれらの縦縁に沿って接合するように案内するための装置及び方法
本発明は、バンド(5、6)を互いにそれらの縦縁(7、8)に沿って接合するように案内するための装置及び方法に関する。互いに間隔を空けて実質的に平行に進むバンドを偏向ローラ(1、2、3、4)を介して接合位置に案内する。比較的厚いバンド及び/又は高強度品質のバンドを接合するときにもプロセス中に1つのバンドが塑性変形することなく、くさび形接合角(開口角)を作り出すために、本発明の装置は、接合位置のより近くにある偏向ローラ(3、4)が、バンドの接合すべき縦縁(7、8)の方向に先細である円錐ローラとして構成され、この円錐ローラ(3、4)のバンドの進行方向の上流に配置された偏向ローラ(1、2)が、同様に円錐ローラとして又は円柱状の外側面を有する偏向ローラとして構成され、かつ最後に述べた偏向ローラ(1、2)が、バンド(5、6)の他方の縦縁(10、11)の方向に先細であるか、又は円柱状の外側面を有する偏向ローラの回転軸が、バンドの接合すべき縦縁(7、8)の反対の縁側で、バンドの進行方向の下流に配置された円錐ローラ(3、4)の回転軸に空間的に接近していることを条件とする。 (もっと読む)
金属溶接管の製造方法及びその設備
【課題】本発明は、ロールクーラント水を用いずに短時間で切屑を除去でき、金属溶接管の製造効率を向上できる金属溶接管の製造方法及び製造設備を提供することを目的とするものである。
【解決手段】本発明による金属溶接管の製造方法及びその設備は、圧力容器54に圧縮エアーを貯めておき、電縫鋼管素体5の溶接部に形成された内面ビード7が切削されるとともに電縫鋼管素体5が所定長さに切断された後に、圧力容器54の封止弁543を開放して、圧力容器54に接続されたノズル55から電縫鋼管素体5の内部に圧縮エアーを噴射することにより、電縫鋼管素体5の内部に残存していた内面ビード7の切屑7aを電縫鋼管素体5の外部に排出する構成である。
(もっと読む)
電縫鋼管の製造方法
【課題】溶接欠陥と冷接欠陥の両方を防止可能な電縫鋼管の製造方法を提供する。
【解決手段】鋼板1を管状に成形加工しつつ、その突き合わせ面を電縫溶接する電縫鋼管の製造方法において、突き合わせ面に、4〜6μmの厚みで炭素を塗布するとともに、下記式(1)で算出される臨界溶接速度(V0)(m/min)での高周波電流及び高周波電圧の積をQm(kW)とし、溶接速度をV(mm/分)とし、前記鋼板の板厚の1/2をd(mm)とし、給電距離をl(mm)とし、V収束角をθ(°)としたとき、下記式(1)及び式(2)に基づき規定される入熱量Q(W)の範囲で電縫溶接を行うことを特徴とする電縫鋼管の製造方法を採用する。
V0=11000・d−0.4・l−0.6・θ−1.5 … (1)
0.9Qm・(V/V0)0.6<Q<1.1・Qm・(V/V0)0.8 … (2)
(もっと読む)
1 - 10 / 14
[ Back to top ]