
国際特許分類[B23K26/14]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
国際特許分類[B23K26/14]に分類される特許
561 - 569 / 569
レーザ及びステント保持手段の共通ベースを備えた反転ステントレーザ切断方法並びに装置
ステント製造装置(110)及び血管内ステント及び他の医療機器を製造する方法。ステント製造装置はベース(124)と、ベース(124)に連結されるレーザ(112)と、ベース(124)に連結される水平モータ(118)と、水平モータ(118)に連結される回転モータ(120)とを含む。ワーク(16)は例えば回転モータ(120)の付近で切断装置に取り付けられると共に、ワーク(16)は切断装置で切断される。  (もっと読む)
(もっと読む)
工作機械台の取り外し可能なレーザヘッドのための支持体を備えるトリミング、追加、打抜きまたは類似用のレーザ切断機

本発明は、レーザ光線発生器(8)に接続された光ファイバ(7)によって供給された、レーザ切断ヘッド(1)からなる部品のトリミング、追加、打抜および類似のためのレーザ切断装置に関するものであり、前記レーザ切断ヘッド(1)は、工作機械の台(3)または下部および/または最上部ツールホルダ(5)に固定可能な取り外し可能な支持体(2)に固定され、かつレーザ切断ヘッド(1)のための独立したおよびプログラム可能な制御手段を備えている。 (もっと読む)
材料を液体ジェット/レーザ・ハイブリッドシステムによって切断する方法
液体ジェット/レーザ・ハイブリッド装置(10)を使用してチューブまたはシートから材料を除去してステントのような医療器具を形成することができる。液体−ジェット/レーザ流(16)を、チューブまたはシートの両端の間のチューブまたはシートの壁に衝突させて開口(32)をチューブまたはシートに形成し、その後導入部(30)及び全厚切断部(28)を形成することができる。全厚切断部(28)は、液体ジェット/レーザ・ハイブリッド流を最終切断経路(46)に沿って移動させる前に、導入部(30)を経由して形成する必要がある。 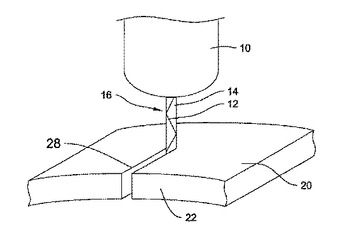 (もっと読む)
(もっと読む)
構造部品を溶接するための方法及び装置
本発明は、好適にはガスタービンの、特に航空機用エンジンの構造部品を溶接するための方法及び装置に関する。本発明に従って、構造部品は、少なくとも一つのレーザー光源、即ち、パルスモードで動作されている一つ又はそれより多くのレーザー光源を用いて、レーザー溶接される。一つ又はそれより多くのレーザー光源のパルス幅及び/又はパルス波形及び/又は出力は可変的に調整される。溶接ワイヤーのワイヤー前進は、一つ又はそれより多くのレーザー光源のパルスに応じて制御される。  (もっと読む)
(もっと読む)
シート搬送ロール及びその製造方法

【課題】 金属シャフト表面をサンドブラスト処理により粗面化する方法は搬送力確保のために表面粗さを増そうとするとロールに曲がりが発生する。また実際の使用により表面が磨耗して表面粗さが低下し搬送力が低下しやすかった。
【解決手段】 ロール表面への局部的な加熱により形成された微細な変形をその表面に有するシート搬送ロール。
(もっと読む)
被加工部のモニタリング方法及びその装置
【課題】 インプロセスで被加工面の酸化膜の形成をモニタリングする。
【解決手段】 レーザー切断を行った後にレーザー溶接を行うに際し、レーザー切断面に酸化膜が形成されていない時にレーザービームを照射した際における溶接部の基準発光強度と光学センサ10で検出した溶接部の実発光強度とを比較手段11で比較し、酸化認識手段13で基準発光強度に対して実発光強度が高いと判断された場合に溶接面への酸化膜の形成を認識し、インプロセスで被加工面の酸化膜の形成をモニタリングする。
(もっと読む)
レーザダル加工方法
【課題】 レーザーダル穴内部に残存した溶融物を速やかに除去し、より深いレーザーダル穴を加工する。
【解決手段】 圧延ロール表面にダル加工を施すレーザダル加工方法において、被加工ロールへのレーザ照射点にノズル背圧が3kg/cm2 以上のアシストガスを吹付けることによって、より深いレーザダル穴加工を可能とする。また、好ましくは、アシストガスを、最も高圧となる被加工ロール上での点がレーザ照射点から半径10mm内で、且つ、レーザ光に対して、30〜60°外側に傾斜した角度から吹き付ける。
(もっと読む)
レーザ加工用アシストガスノズル
【目的】 被加工物の表面にアシストガスを供給しながらレーザ光を照射してレーザ加工をする際に、アシストガス供給流量に対する加工点へのアシストガス供給流量効率を改善してアシストガスの消費量を抑え、さらに、加工品質が一定のレーザ加工を可能とするレーザ加工用アシストガスノズルを提供する。
【構成】 被加工物Wの表面にアシストガスGを供給しながらレーザ光Lを照射してレーザ加工を行なうのに用いられ、アシストガスノズル内筒2に形成したレーザ光通過孔2aを通るレーザ光の中心Cと同心でかつアシストガスノズル内筒2aの外周壁2bとアシストガスノズル外筒の内周壁3bとの間で形成されたアシストガス用環状流路5をそなえると共にレーザ光通過孔2aと同軸状態で連通しかつ環状流路出口部5aに連通して形成された円形流路6をそなえたレーザ加工用アシストガスノズル1において、環状流路出口部5aの流路面積Aとノズル出口7(円形流路出口)の流路面積Bとの比B/Aを0.7以上1.0以下とする。
(もっと読む)
レーザ加工用ヘッド
561 - 569 / 569
[ Back to top ]