
国際特許分類[B23K37/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | フラッシュ除去のためのもの (69)
国際特許分類[B23K37/08]に分類される特許
1 - 10 / 69
電縫鋼管製造方法とその製造装置及び電縫鋼管
【課題】液体フラックスや気化フラックスで溶接付き合わせ面を完全にシールドして、溶接部のベネトレータの生成や窒化を抑制し、フラックス機能で溶接付き合わせ部の溶融金属の表面張力低減、清浄化、酸化防止を図り、接合部の拡散接合を促進し、接合強度を向上させる。また、鋼管内面の溶接ビードを確実に除去する。
【解決手段】気化フラックス塗布用の噴射ノズルや液体フラックス塗布用の塗布器を配設して付き合わせ面に液体フラックス膜を形成し溶接付き合わせ面を酸化防止する。液体フラックスは1600℃までフラックス機能を発揮でき、しかも表面張力低減、正常化作用、酸化防止機能を有するのでベネトレータの生成がなく拡散接合に近い高強度の電縫鋼管を製造できる。
(もっと読む)
タービンロータ及びタービンロータの製造方法

【課題】複数のロータセグメントからなるタービンロータにおいて、溶接継手部の裏側の処理が容易に実施できるタービンロータ。
【解決手段】複数のロータセグメント4,5,6が軸線D方向に互いに接合してなるタービンロータ1であって、ロータセグメント4,5,6は、軸線を中心とした円筒状をなし、軸線方向の端部が隣り合うロータセグメント同士で互いに溶接される溶接端面13,14とされた外筒部11と、外筒部の内周面から径方向内側に張り出すように形成され、軸線Dを中心とする孔部15を一体形状にて有する円板部12とを有するタービンロータ1。
(もっと読む)
線材の接合装置
【課題】線材を突き合わせ抵抗溶接により接合する装置において、線材の接合部分におけるバリの程度に応じてバリ取りを適切に行う。
【解決手段】一つの線材と別の線材とを突き合わせ、抵抗溶接により接合する押圧加熱部と、接合時に生じるバリを除去するバリ取り部とを備える接合装置である。バリ取り部15は、押圧加熱部にて接合された線材に生じたバリを研削する研削具151と、接合された線材のバリの形状を検出する検出器156と、検出器156により検出されたバリの形状によって研削具を動作させる制御部157とを有する。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
溶接ビード切削幅測定方法
【課題】切削部の境界が明確に検出できる溶接ビード切削幅測定方法を提供する。
【解決手段】溶接ビード切削部11を照明装置で照射し、照射された領域をカメラ3で撮影し、その撮影画像を画像処理装置4で処理して溶接ビード切削幅を測定する溶接ビード切削幅測定方法において、前記照明装置として、溶接ビード切削部に対し左側から照射する左側照明装置1と右側から照射する右側照明装置2との2つを用い、左側からの照射と右側からの照射を交互に行う。
(もっと読む)
溶接ビード切削幅測定方法
【課題】溶接ビード切削幅測定の信頼性を向上させる照明方法および画像処理方法を提供する。
【解決手段】照明光をエリア光とし、該エリア光を測定領域がビード長手方向13で相異なる二以上の輝度部(例えばA部、B部、C部の全三部)に分かれるように照射し、画像処理では、ビード長手方向での輝度変化が最大値のビード幅方向分布から、溶接ビード切削幅を求める。
(もっと読む)
溶接鋼管の製造方法
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、鋼管の外表面から、切削加工により、溶接金属の肉厚方向の高さの2〜10%に相当する部位を切除することを特徴とする溶接鋼管の製造方法。
(もっと読む)
溶接面の仕上げ方法
【課題】自動車の修復においてアーク溶接された溶接面を、自動車が損傷する前の状態に近づけることができる、溶接面の仕上げ方法を提供する。
【解決手段】溶接面の仕上げ方法は、アーク溶接後の溶接面から、溶融金属の固化による溶接痕の突出部分を削り取る工程と、溶接痕の突出部分が削り取られた溶接面10に型をおき、型の上から塗装する第一塗装工程と、塗装された溶接面から型を外し、型が外された部分を含む溶接面を再度塗装する第二塗装工程とを具備し、型として、外形が円形または楕円形の型1、若しくは、円形または楕円形の貫通孔部を備える型を使用する。
(もっと読む)
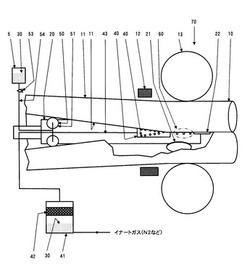
電縫鋼管のシールボックス溶接装置
【課題】本発明は、シールボックス内でガスシールド溶接することにより、ペネトレータ割れを零とし、さらに、異なる管寸法に対応できることである。
【解決手段】本発明による電縫鋼管のシールボックス溶接装置は、シールボックス(5)の入側から出側に向けて、シールボックス入口ガス供給管(30)、高周波加熱コイル(22)、スクイズロール(23)、溶接点ガス供給管(31)、シールボックス雰囲気調整用ガス供給管(32)及び酸素濃度計(33)を有し、電縫鋼管(6)内にインピーダ(8)を有し、このシールボックス(5)内の酸素濃度を100ppm以下で、シールボックス雰囲気調整ガス流量を100l/min以上とすると共に溶接点ガス供給管(31)からのガス流量が100l/min以上とした構成である。
(もっと読む)
1 - 10 / 69
[ Back to top ]