
国際特許分類[B23P23/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスに分類されないいろいろな金属加工作業を特別に組合せたものを行う機械または機械設備 (93) | 機械加工作業と他の金属加工作業とを行うもの (37)
国際特許分類[B23P23/04]に分類される特許
1 - 10 / 37
レーザー・パンチ加工方法及びレーザー・パンチ複合加工機
【課題】レーザー・パンチ複合加工機による板状ワークの加工方法及びレーザー・パンチ複合加工機を提供する。
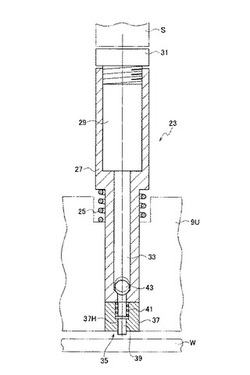
【解決手段】レーザー・パンチ複合加工機による板状のワークのレーザー・パンチ加工方法であって、ワークに対してパンチング加工を行う工程と、レーザー切断加工に先立って、レーザー・パンチ複合加工機1に上下動可能に備えた付着具本体27の下方位置にレーザー切断加工開始位置を位置決めし、前記付着具本体27に備えた付着具接触部35をワーク上面に接触して、当該付着具接触部35のスパッタ溶着防止剤をレーザー切断加工開始位置の所定範囲に付着する工程、前記パンチング加工位置を内側に含むように、製品の輪郭をレーザー切断加工を行う工程、の各工程を備えている。
(もっと読む)
端子の製造方法及び該製造方法により製造した端子を用いたコネクタ

【課題】表側凸部をそれぞれ有する複数の端子を0.7mm以下のピッチでキャリアに連結された状態で製造する方法において、プレス金型の破損を低減できる製造方法を提供する。
【解決手段】部材18に対し、表面に突起部30と裏面に凹部32とがそれぞれ長尺方向に並んで位置するように裏面より突き出し加工を施す。次に、突き出し加工が施された部材18に対し、長尺方向に沿って裏面より、凹部32を含む切削部分60連続的に削り取る切削加工を施す。そして、切削加工が施された部材18に対し、端子20の外形を形成する打ち抜き加工を施す。
(もっと読む)
超精密複合加工装置および超精密複合加工方法
【課題】微細構造部を備えた製品の製造にとって好適な加工装置を提供すること。
【解決手段】被加工材から微細加工物を製造する超精密複合加工装置であって、被加工材を粗削りするための電磁波加工手段;粗削りされた被加工材に対して精密加工を施すための精密機械加工手段であって、プレーナ加工具、シェーパ加工具、フライカット加工具、ダイヤモンドターニング加工具およびマイクロミーリング加工具から成る群から選択される切削加工具が取替え自在となっている精密機械加工手段;ならびに、電磁波加工手段および精密機械加工手段の使用に際して被加工材の形状を測定するための形状測定手段を有して成ることを特徴とする超精密複合加工装置。
(もっと読む)
切削工具とその製造方法および製造装置
【課題】切削工具材料を所定形状に切断する際に、切断面の表面が一様に平滑となり、安定した性能を有する切削工具を提供することができる切削工具の製造技術を提供する。
【解決手段】レーザとして、2つの直線偏光レーザをその偏光方向が直交するように合波したレーザを用いて、切削工具材料を切断する切削工具の製造方法。レーザとして、円偏光レーザを用いる切削工具の製造方法。レーザとして、ランダム偏光レーザを用いる切削工具の製造方法。前記製造方法により製造された切削工具。偏光方向が直交する2つの直線偏光レーザの合波レーザの発生手段と、合波レーザを前記切削工具材料に導く光学系とを備えている切削工具の製造装置。円偏光レーザの発生手段を備えている切削工具の製造装置。ランダム偏光レーザの発生手段を備えている切削工具の製造装置。
(もっと読む)
平らな金属薄板の打ち抜き及びレーザー裁断用複合化機械
【課題】固定された打ち抜きヘッドと異なる移動性を有した可動性レーザ裁断ヘッドを備えた複合化機械を作成する。
【解決手段】平らな金属薄板の打ち抜き及びレーザー裁断用複合化機械において、前記機械は、固定基部1と、固定打ち抜きヘッド7と、固定レーザー裁断ヘッド10と、及び金属薄板6をデカルト平面XY上で移動させるための操縦桿4とを含む。前記レーザー裁断ヘッド10は、線形ガイド8に沿って移動可能な、可変口径コンパス構造体9によって運ばれる。
(もっと読む)
タッピング加工及びレーザ加工方法、ワーク支持装置並びに複合加工機
【課題】スキッドとタップとの干渉を回避してタッピング加工を行うことのできる加工方法、ワーク支持装置、複合加工機を提供する。
【解決手段】板状のワークを支持する複数のスキッドのスキッド列を適宜間隔に備えたワーク支持テーブルの上方位置に、レーザ加工ヘッド及びタッピング加工ヘッドを備えた複合加工機によって前記ワークに対して加工を行う加工方法であって、前記スキッド列とタッピング加工位置とが一致しているタッピング加工位置よりも、前記スキッド列と位置がずれているタッピング加工位置のタッピング加工を先に行った後、前記スキッド列と一致しているタッピング加工位置を前記スキッド列からずらすために、前記ワークをスキッド列に対して直交する方向へ水平に位置をずらし、スキッド列から位置ずれしたタッピング加工位置のタッピング加工を行った後、前記ワークから製品を分離するためのレーザ加工を行う。
(もっと読む)
パンチプレス
【課題】パンチプレスによる抜きカスと、タップ装置による切粉が同じ排出口から排出されるにもかかわらず、抜きカスと切粉を分離して回収可能なパンチプレスを提供する。
【解決手段】排出口から排出されるパンチ加工の抜きカスを回収する廃棄物収容部6と、排出口から排出されるタップ加工の切粉を回収するタップ回収容器8とを備える。タップ回収容器8を、排出口から排出される切粉を回収可能な回収位置と、排出口から外れた退避位置との間で移動させるアクチュエータ81を備える。アクチュエータ81は、パンチ加工時に、タップ回収容器8を退避位置に位置させ、タップ加工時に、タップ回収容器8を回収位置に位置させる。パンチ加工時にカス上がり現象防止のための吸引を行う吸引装置7が、回収位置に配置されたタップ回収容器8を介して排出口から切粉を吸引する。
(もっと読む)
円板ワークの外周放電加工装置、円板ワークの外周放電加工方法、円板ワークのハイブリッド式複合加工装置、円板ワークのハイブリッド式複合加工方法
【課題】 円板ワークの外周放電加工を行うに際して、コンパクトな水槽で実施可能な円板ワークの外周放電加工装置とし、且つ切削加工機能も併せ持つハイブリッド式複合加工装置とその加工方法を提供する。
【解決手段】 水平配置した回転出力軸5と、この回点出力軸5に装着させた円板ワーク1と、上記円板ワークの外周1B及び側面1C,1Dを切削加工する加工工具CHと、上記円板ワークの外周下面側に配置した水槽20と、上記水槽内に配置したワイヤ放電加工部25と、を具備した円板ワーク1の外周放電加工装置100である。
(もっと読む)
切削バニシング加工装置および切削バニシング加工方法
【課題】曲がりのある被加工物の外周面に対しても、切削加工およびバニシング加工を連続的に精度よく行うことができる切削バニシング加工装置および切削バニシング加工方法を提供する。
【解決手段】切削バニシング加工装置1は、切削ユニット4と、バニシングユニット5と、搬送ユニット3とを備える。切削ユニット4では、刃具31a,31b,31cによって被加工物Wを求心しながら被加工物Wの外周面の切削を行う。バニシングユニット5では、バニシングローラ41が、被加工物Wの外周面を押圧してバニシング加工を行いながら被加工物Wを搬送方向へ送る力を加える。搬送ユニット3は、被加工物Wがバニシングユニット5に到達するまで被加工物Wを保持しながら搬送方向に送る。
(もっと読む)
高硬度材の加工装置及び加工方法
【課題】高硬度材でなる工具やワークを比較的簡単に加工できる複合加工装置と加工方法を提供する。
【解決手段】主軸台1にレーザ加工ヘッド3と機械加工ヘッド5を取り付け、テーブル13上には研削装置15を取り付け、主軸台1とテーブル13との間でX、Y、Z、B、C軸方向の相対移動が可能な送り軸装置を設ける。工具素材35をテーブル13に取り付けてレーザ加工ヘッド3によって荒加工後、工具素材35を機械加工ヘッド5の主軸9に取り付けて回転させ、研削装置15の砥石車19を回転させながら工具素材35に接触させ、X、Y、Z、B、C軸を移動させて工具素材35の先端刃部を整形仕上げし、刃付け加工する。
(もっと読む)
1 - 10 / 37
[ Back to top ]