
国際特許分類[B23P9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 主に摩耗または衝撃に対抗するための較正を伴うか伴わない表面処理または表面仕上げ,例.タービン翼,軸受の平滑または粗面化加工;他に分類されず上記のような表面に特徴があり,その処理法は特殊でないもの (31) | 加圧による処理または仕上げ,例.ローレット切り (8)
国際特許分類[B23P9/02]に分類される特許
1 - 8 / 8
工作機械
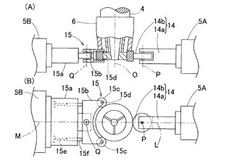
【課題】ワークの外周面の切削加工と転造加工の両方が可能で、簡素な構造でありながら、転造加工を精度良く行える工作機械を提供する。
【解決手段】ワークを支持して回転する主軸4と、その両側に主軸4に対し接近および離反する方向に位置変更可能に設けられた第1、第2の工具支持体5A,5Bとを備える。まず第1、第2の工具支持体5A,5Bにそれぞれ支持された両切削用工具により、ワークを両側から同時に切削加工をする。切削加工の後、工具を交換し、第1の工具支持体5Aに支持されて主軸4の中心Oと平行な軸回りに回転自在な転造用工具14と、第2の工具支持体5Bに支持されてワークと共回りによる回転が自在なサポート部材15とで、ワークの外周面に転造加工をする。転造加工は、ワークの外周面に転造用工具14を押付け、かつ転造用工具14の押付け力に対抗してサポート部材15によりワークを支持した状態で行う。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング加工方法

【課題】フィレットローリング加工時にフィレットローラに欠けなどの破損が発生することを抑制可能なフィレットローリング加工装置及び加工方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。特に、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動することにより、フィレット溝部Fの表面上に存在する凹凸を平滑化した後に、フィレットローリング加工を行うように制御する制御手段を備える。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
微細凹部加工装置及び微細凹部加工方法
【課題】ワークの内周面に精度良好に微細凹部を形成することができ、加工コストの低減をも実現可能であり、形成した微細凹部の周囲に生じる盛上り部分をワークの内周面の全面にわたって均一に除去することが可能な微細凹部加工装置及び微細凹部加工方法を提供する。
【解決手段】主軸3に同軸装着されて一体で回転するホルダ10と、外周部に微細な凹凸を具備した加工ローラ11と、ホルダ10に設けられて主軸3と平行を成すローラ軸12回りに加工ローラ11を回転可能に支持するローラ支持部13と、ローラ支持部13に対して加工ローラ11の径方向の荷重を付与してシリンダボアBの内周面Baに加工ローラ11の微細な凹凸を押し付ける押圧機構20を備え、ローラ支持部13に、加工ローラ11による加工を開始した段階においてこの加工ローラ11の加工によって生じた盛り上がりCを除去するバニッシュローラ15を設けた。
(もっと読む)
微細凹部加工装置及び微細凹部加工方法
【課題】ワークの内周面又は外周面に対して精度良好に微細凹部を形成することができ、加工コストの低減をも実現可能であり、加えて、微細凹部を形成する部位の塑性流動やスプリングバックを低減することができ、加工ローラの長寿命化をも実現可能な微細凹部加工装置及び微細凹部加工方法を提供する。
【解決手段】外周面に微細な凹凸を具備してローラ軸12周りに回転する加工ローラ11と、加工ローラ11をローラ軸12と平行を成す中心軸に支持されるシリンダボアBの内周面Baに接近離間させて加工ローラ11の外周面を内周面Baに押し付け可能とした押圧機構20と、シリンダボアBの内周面Baを局所的に軟化させるレーザ照射器15を備え、加工ローラ11はシリンダボアB内において、その外周面の微細凹凸をシリンダボアBの内周面Baに押し付けつつ中心軸周りに旋回して加工を行う。
(もっと読む)
車両用の窓枠及びその製造方法
【課題】 車両の窓枠に装着されて窓板(窓ガラス)のスライド移動を案内する案内条片(ガラスランチャンネル)の位置ずれを効果的に防止できるようにする。
【解決手段】 窓枠12を製造する際に、案内条片13が装着される窓枠12の溝状部の内面(溝状部の底壁28の内面と各側壁の内面)をローレット加工等により塑性変形させて、窓枠12の溝状部の内面に凹条32と凸条33を有する位置ずれ防止部29を形成する。これにより、窓枠12の溝状部に案内条片13を装着したときに、窓枠12の位置ずれ防止部29と案内条片13との接触部分で、位置ずれ防止部29の凸条33が案内条片13に食い込んだり、案内条片13が位置ずれ防止部29の凹凸形状に応じて変形することで、窓枠12の位置ずれ防止部29と案内条片13との接触部分を互いに噛み合わせて機械的に保持させた状態にする。
(もっと読む)
穴部内面のマイクロフォーミング加工装置および方法
【課題】 コストを低減できるマイクロフォーミング加工装置および方法を提供する。
【解決手段】 被加工部材1に形成された穴部2の内面に微細な凹凸を形成するマイクロフォーミング加工装置および方法であって、前記被加工部材1を保持する被加工部材保持部3と、外側表面に前記被加工部材1の穴部2内面よりも高硬度の微細な多数の凸部を有する弾性体工具7と、前記弾性体工具7を前記穴部2に対し挿脱可能に保持する工具保持部4と、前記弾性体工具7の内部に加圧流体を供給し排出する加圧源9と、を有し、前記加圧流体によって弾性体工具7を膨張させ前記凸部で穴部2内面を押圧し、前記凹凸を形成する。
(もっと読む)
自動車用のクランク軸を仕上げ加工する方法
本発明は、自動車エンジンのためのクランク軸(1)のメイン軸受ジャーナルとコンロッド軸受ジャーナルの軸受部分(11)を仕上げ加工する方法に関するものである。本発明によれば、クランク軸(1)は軸受部分(11)と軸受部分(11)に隣接する移行部(7)との間に面取り(14)を有している。面取り(14)が、ロール加工工具によってロール加工され、次に該当する軸受部分(11)が、それぞれの移行部(7)に対する間隔(17)を維持しながら、わずかな切削深さ(18、20)で切削加工処理される。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]