
国際特許分類[B23Q15/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133) | 工具が工作物に作用している間に行われるもの (364) | 送り運動の制御または調整 (58) | それ以前に加工された工作物の最終寸法によるもの (9)
国際特許分類[B23Q15/04]に分類される特許
1 - 9 / 9
工作機械の加工制御方法
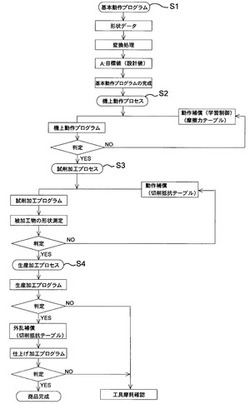
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
切削加工方法

【課題】切削工具を交換した際の加工精度を容易に維持できる切削加工方法を提供する。
【解決手段】本切削加工方法は、切削工具を交換した後、粗加工ステップ(ステップS5)と、該粗加工ステップ後のワークの粗加工寸法と最終加工予定寸法との差を算出する算出ステップ(ステップS7)と、該算出値を第1データベースに照合して、仮取り代を設定する仮取り代設定ステップ(ステップS8)と、該仮取り代にて追加工する追加工ステップ(ステップS9)と、該追加工ステップ後、ワークの最終加工寸法を測定する第1測定ステップ(ステップS10)と、該第1測定ステップで測定されたワークの最終加工寸法及び前記仮取り代を第1データベースへ保存する第1保存ステップ(ステップS11)とを含んでいるので、切削工具を交換した際の加工精度を容易に維持することができる。
(もっと読む)
エッジ検出装置及びこれを用いた工作機械、エッジ検出方法
【課題】シルエットとして投影できない形状のエッジでも、非接触で、加工途中のワークなどを精度高く、かつ、リアルタイムで輪郭形状を数値的に測定可能とする光学的なエッジ検出装置を提供すること
【解決手段】本発明のエッジ検出装置は、投影光学系の光軸16aと平行な光線を遮光するアンチピンホールフィルタ25を備えた投影光学系と、投影光学系の光軸16aと一定の偏角θをもって配設された光源モジュール11と、撮像素子26と、コンピュータとを備え、光源モジュール11の平行光に照射されたワーク17からの反射光による投影画像を撮像素子で撮像し、エッジ近傍の信号強度を判定し、2本の帯状の高輝度の部分に挟まれた低輝度の線状部分をエッジと判定する。そのため、ワークのエッジを正確に検出でき、これを画像処理により数値処理することでCADやNC制御と連動させることができる。
(もっと読む)
マシニングセンタによる加工方法
【課題】5軸制御マシニングセンタに適用でき、マシニングセンタの変形を補償しながら高精度に加工を進めることができる切削加工方法を提供すること。
【解決手段】5軸制御マシニングセンタが、主軸3に装着されて被測定物の3次元の位置を測定するプローブ10と、テーブル7に固定されてプローブ10により位置を測定される基準ブロック8と、工具長を測定する工具測定装置9とを具備する。切削加工方法が準備工程と加工工程とを含み、準備工程において、プローブ10が基準ブロック8の初期位置を測定し、加工工程において、1つの工具による加工が終わる度毎に、プローブ10により基準ブロック8の位置を測定して初期位置との差を算出し、その差に基づいて、2本の回転送り軸、工具測定装置9、及びワークのそれぞれの位置データを補正する。
(もっと読む)
NC加工装置
【課題】 従来より不合格品の発生を減らし、補正加工が必要なワークを迅速に処理することが可能なNC加工装置を提供する。
【解決手段】 本発明のNC加工装置10では、ワークWを治具14に固定した状態のままで、補正加工用NCデータを自動的に生成して補正加工を施すので、従来より不合格品の発生を減らし、補正加工が必要なワークを迅速に処理することが可能になる。また、所定の基準値以上に加工代が残っている部分の占める割合が基準比率以上であった加工面を残加工代部位とすることで、削りかす等の外乱を排除して、残加工代部位であるか否かの判別を安定して行うことができる。
(もっと読む)
アレイ形状金型の製造方法、走査加工装置
【課題】アレイ形状金型の個々のアレイ要素のピッチ誤差や形状誤差を最小にし、高精度で加工する。
【解決手段】アレイ形状金型210となるワーク200に対する複数のアレイ要素211の加工において、最初に配列中央の一つのアレイ要素211を加工して、アレイ形状金型210の全体に対する偏心誤差および理想形状からの形状誤差を計測し、当該偏心誤差および形状誤差が許容値以下になるように加工データを修正し、その後、修正された加工データによって他の全てのアレイ要素211を加工する。これにより個々のアレイ要素211の形状誤差は許容値内に収まり、配列ピッチの誤差は、加工機の位置決め精度の水準で維持され、高精度のアレイ要素211を有するアレイ形状金型210を製作することができる。
(もっと読む)
自動加工制御装置
【課題】ノウハウを必要とせず、低コスト、短リードタイムで、寸法累積誤差のない組立品、および、プレス加工における成形後の一回の簡単な型の調整によって、短いリードタイムで成形品を成形する自動加工制御装置を提供する。
【解決手段】組立品を加工製造する装置であって、組立依存関係データに基づいて、効率的な加工スケジュールを作成し、各部品加工に際しては、逐次誤差を測定し、加工誤差の影響がある部品を組立依存関係データを用いて特定し、NCパスを変更することで、自動現物合わせを可能とする。また、成形品を製造する自動加工制御装置であって、型と成形品の組立依存関係を作成することで、成形品の測定により特定された不良個所から、調整が必要な型部品を特定するとともに、調整必要個所にあらかじめ補正ブロックを挿入することで、複雑な形状の型を調整することなく、成形品の修正を行なうことを可能とする。
(もっと読む)
補正加工方法およびその方法に使用する補正加工装置
【課題】加工システムのもつ周波数特性や各位置ごとの加工特性の違いによる補正残しを発生させないようにした補正加工方法を提供する。
【解決手段】加工結果を計測して得られた誤差の位置毎の分布に対して周波数分析して別の手段で得られた加工システムの周波数特性を考慮したフィルタ処理を行ったり、または別の手段で得られた加工システムの各位置での加工特性を勘案した窓関数を掛け算したりすることにより、加工システムのもつ周波数特性や各位置ごとの加工特性の違いによる補正残しを発生させないようにする。そのため、従来の補正加工では取りきれなかった加工システムの周波数特性や各位置ごとの加工特性の違いに起因する誤差も補正することが可能となる。
(もっと読む)
カム研削盤
1 - 9 / 9
[ Back to top ]