
国際特許分類[B24B47/12]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削機械または装置の駆動装置または伝動装置;そのための装置 (213) | 砥石車または工作物を保持する加工スピンドルを回転または往復動するためのもの (78) | 機械的伝動機構または電気的駆動機構によるもの (47)
国際特許分類[B24B47/12]に分類される特許
1 - 10 / 47
ボルト及び鉄筋の錆取り磨き具
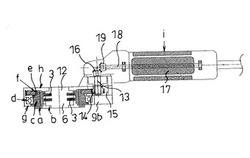
【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
ガラス板研磨装置

【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
オービタルサンダ
【課題】 木材や金属等の被研磨材の研磨を行なうオービタルサンダで、ベースで発生した振動がモータを通じハウジングに伝わり、作業者へ振動を与えることを低減する。
【解決手段】
モータ4の回転軸4Aを覆うように円筒形の弾性体10を設置し、モータ4の駆動力が弾性体10を介してファン5へと伝えるように構成した。ファン5の下側には偏心軸5Aが形成され、偏心軸5Aに軸受6Bを介してベース7が保持される。モータ4が回転すると偏心軸5Aの作用によってベース7がオービタル駆動され、縦横に細かく振動する。回転軸4Aを覆うように弾性体10があることで、ベース7からハウジング3に伝わる振動を低減することができ、作業効率を向上できる。
(もっと読む)
上定盤の自転及び公転のための装置、及びそれを用いた上定盤の作動方法
【課題】上定盤(シャフト)を自転させると同時に公転させる装置、及びそれを用いた上定盤の作動方法を提供する。
【解決手段】外周面に外周面歯車26が設けられた円筒部材20;円筒部材20の中心から偏心した位置で自転自在に円筒部材20に支持され、外周面には軸歯車51が設けられ、上定盤と連結されたシャフト50;及び内周面には内歯車が形成され、、内歯車は軸歯車51と噛み合うように設けられた輪歯車;を備える。所定の駆動力が円筒部材20に伝達されて円筒部材20が回転する。円筒部材20の回転に伴ってシャフト50が偏心によって公転し、該公転は軸歯車51が内歯車に噛み合った状態で行われる。
【効果】上定盤を自転させると同時に公転させることができるため、フロートガラスの研磨率が高められる。
(もっと読む)
加圧装置
【課題】 加工力を常時測定しながら適切な荷重を工具スピンドルに保持した工具へ加える。
【解決手段】 固定側に垂直に装着され、エアガイドを構成するガイド軸と、ガイド軸に同軸上に嵌合した2つのエアスライダと、2つのエアスライダの一方に装着されるとともに加工工具を装着するスピンドルと、固定側に設けた滑車と、他方のエアスライダをバランスウエイトとして構成するように、滑車を介して2つのエアスライダを連結したワイヤーとを備えた。
(もっと読む)
加工装置
【課題】 スピンドルを回転駆動するモータの電源をオフにした後、スピンドルの惰性回転を短時間で停止することのできる加工装置を提供することである。
【解決手段】 被加工物を保持する保持手段と、該保持手段に保持された被加工物に所定の加工を施す加工工具を回転可能に支持する加工手段とを備えた加工装置であって、該加工手段は、該加工工具が装着されるスピンドルと、該スピンドルを回転可能に支持するスピンドルハウジングと、該スピンドルを回転駆動するサーボモータと、該スピンドルに配設されたインバータを有する発電機と、該サーボモータの電源のOFF動作に応じて該発電機の該インバータをONする制御回路とを具備し、該サーボモータの電源をOFFした際の該スピンドルの惰性による回転力を利用して該発電機を作動して発電するとともに該スピンドルを制動し、発電した電力を蓄電池に充電することを特徴とする。
(もっと読む)
スカーフ加工用治具及びそれを用いたスカーフ加工方法
【課題】加工面積が狭い場合でも適用可能であり、且つ、精度良くスカーフ加工できる簡素化された加工装置を提供することを目的とする。
【解決手段】スカーフ加工用治具1は、複合材にスカーフ面を加工するためのスカーフ加工用治具1であって、切削工具を円周にそってガイドする環状の円周方向ガイド2と、円周方向ガイド2の内周側に円周方向ガイド2の内周に沿って旋回可能に配置され、且つ、円周方向ガイド2の径方向に切削工具を滑走可能にする貫通穴6が設けられた径方向ガイド4と、貫通穴6の径方向に沿った両側壁面に設けられ、切削工具を支持し、且つ、切削工具を径方向ガイド4の深さ方向にガイドする深さ方向ガイド5と、を備え、深さ方向ガイド5のガイド面が、所定形状のスカーフ面に対応する角度で傾斜されている。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
鋼片研削方法および鋼片研削装置の制御装置
【課題】スイング式の鋼片研削装置において45度研削を行う場合、鋼片の被研削面全体を均一に研削する。
【解決手段】スラブSの平面Ssの研削加工に際して、斜角制御手段124により研削砥石16が砥石斜角45度に位置させられる場合に、当接位置制御手段126により平面Ssに対して研削砥石16が当接させられると、研削砥石16が平面Ssに接する位置によっては平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じたり接する位置によってその傾きが異なる可能性があることに対して、揺動角度補正手段128によりスラブ厚みTと砥石径Dとに基づいて平面Ssに対して研削砥石16の回転軸心Cgが平行になるように第3軸心C3まわりの研削砥石16の揺動角度が補正されるので、平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じ難くなり、研削砥石16とスラブSとの当たり方が一定に保たれ易くなる。
(もっと読む)
1 - 10 / 47
[ Back to top ]