
国際特許分類[B24B5/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 工作物を保持するためのチャックまたはセンターを有するもの (204) | 円筒状内面を研削するもの (62)
国際特許分類[B24B5/06]の下位に属する分類
垂直な工具スピンドルを含むもの (8)
水平な工具スピンドルを含むもの (14)
国際特許分類[B24B5/06]に分類される特許
1 - 10 / 40
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
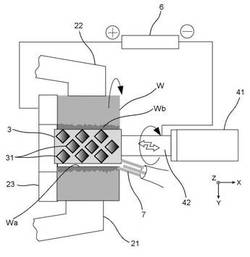
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
内面研削用加工液供給装置

【課題】ノズルヘッドを支持するアーム強度を確保し、かつ充分な加工液を供給し、メンテナンスの容易な内面研削用加工液供給装置を提供。
【解決手段】砥石4の外周面4aとワーク5との間に配置されたノズルヘッド6を支持するアーム7を軸直角断面弧状の内側弧状断面部材71と、軸直角断面弧状の外側弧状断面部材72と、内側及び外側弧状部材の両側面を形成する側壁部材73、74とで形成し、軸直角扇形断面の連通路10を形成する。アーム7の砥石台2側部の閉塞部材8と砥石台間に砥石軸直角方向へアームが揺動できるようにヒンジ9を設ける。
(もっと読む)
内面研削盤
【課題】簡単な制御でワーク毎の加工精度を安定させることができる内面研削盤を提供する。
【解決手段】内面研削盤は、記憶されているスパークアウト時間が、所定の第1閾値よりも大きいときには、次の内面研削における荒研削工程及び仕上げ研削工程の少なくとも一方の切込み送り速度を現時点よりも大きく変更する一方、所定の第2閾値よりも小さいときには、次の内面研削における荒研削工程及び仕上げ研削工程の少なくとも一方の切込み送り速度を現時点よりも小さく変更する制御装置を備える。これにより、内面研削毎のスパークアウト時間が所定の範囲に収まり得るようにし、内面研削毎のかつぎ量を安定させる。
(もっと読む)
砥石及び中ぐり工具
【課題】研削抵抗をより低減させることができ、且つ、仕上げ面の精度をより向上させることができる砥石を提供することを課題とする。
【解決手段】砥石14は、母材11の面12に、砥粒10が接着されている。砥粒10は、所定の角度βの逃げ角を有する逃げ面16が形成されている。砥粒10の全てに逃げ面16が形成されている。
【効果】全ての砥粒に所定の角度の逃げ角を有する逃げ面が形成されているので、研削抵抗をより低減させることができ、仕上げ面の精度をより向上させることができる。
(もっと読む)
ガラス基板積層体用ワークホルダ及びこのワークホルダを用いたガラス基板の製造方法及びこの製造方法で製造されたガラス基板及びこのワークホルダを用いた磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】本発明はガラス基板積層体を保持する作業を効率良く行えると共に、ガラス基板積層体の研磨を高精度に行えることを課題とする。
【解決手段】ワークホルダ10は、下枠部20と、上枠部30と、側枠部40とを一体に結合させたホルダ本体50を有する。下枠部20と、上枠部30と、側枠部40とは、夫々ステンレス等の金属により形成されており、溶接により一体化される。下枠部20及び/又は上枠部30の機械加工は、溶接終了後に行う。また、ホルダ本体50の上部には、上側保持部60と、位置決め部70とが設けられている。上側保持部60は、ホルダ本体50の上枠部30に取付けられ、ホルダ本体50内に収納されたガラス基板積層体を保持する。位置決め部70は、上側保持部60に取り付けられると共に、センタリングシャフトの上端を保持する。
(もっと読む)
コレットチャック及びそれを用いたリング磁石の内面研削方法
【課題】 複数個のリング磁石を同時に内面研削する方法において、リング磁石のがたつきや抜け落ちによる同軸度の悪化及びリング磁石の割れや欠けを防止するとともに、コレットチャックを繰り返し使用したり、研削時に研削液を使用しても、均等な把持力を安定して付与することができ、かつリング磁石の内面研削のコスト削減を図ることができるコレットチャック及びそれを用いたリング磁石の内面研削方法を提供する。
【解決手段】コレットチャックの把持部に注型成形された弾性体が配置されている。複数個のリング磁石を軸方向に並べて前記コレットチャックにより把持した後、複数個のリング磁石の内面を同時に研削する。
(もっと読む)
研削方法
【課題】円筒形表面を持ち、且つガラス、ガラスセラミックスあるいはセラミックスのような硬くてもろい材料で作られた工作物を加工するための研削方法を提供する。その方法は、高い精度と共に材料除去能力の高いことを利点とする。
【解決手段】この発明の方法は、前記工作物12を工作物ホルダー14に固定して、回転軸16の周りに回転するように駆動することからなる。前記工作物12は、工作物の回転軸16に平行に延びる研削心棒軸20の周りに回転するように駆動される研削工具18によって研削され、前記研削工具18は前記研削心棒軸20に垂直に送り込まれる。この方法では、内面研削または外面研削のためにカップ型研削工具を使用することもできる。
(もっと読む)
ワークの研削方法及び研削盤
【課題】加工個所の寸法あるいは位置を直接的に測定する定寸装置を用いることなく、いわゆる間接定寸研削よりも加工精度をより向上させることができ、いわゆるポストプロセス定寸よりもサイクルタイムを短縮化することができる、ワークの研削方法を提供する。
【解決手段】基準位置Sstdから第1所定距離L1だけ離れた位置に距離検出手段60が設けられ、ワークの内径を研削する砥石の研削個所が、距離検出手段と対向するように相対移動させるステップ、距離検出手段を用いて研削個所までの砥石距離S1を求めるとともに、砥石装置の測定時砥石位置(X(S1))を求めるステップ、研削する内径を直接的に測定することなく、ワークの内径の目標仕上径Ltgと、第1所定距離L1と、砥石距離S1と、測定時砥石位置(X(S1))と、に基づいて、ワークの内径を目標仕上径となるまで研削するステップ、とからなるワークの研削方法。
(もっと読む)
内面研削装置
【課題】機械構造が複雑にならずに一定位置にクーラントを容易に供給し研削焼けを防止できる内面研削装置を提供する。
【解決手段】主軸1と、主軸1と一体に回転可能に取り付けられたバッキングプレート3と、該バッキングプレート3の支持部31に当接させた環状被加工物の内周面を研削する回転砥石5と、を備え、クーラント供給路からクーラントを供給しながら環状被加工物を研削する内面研削装置10であって、クーラント供給路は、環状被加工物の加工点とその円周上に向けて指向している。
(もっと読む)
内径研削工具
【課題】 研削部(砥石)が軸方向に複数設けられる場合でも、研削部の拡径機構の動作が確実で構造が簡単な内径研削工具を提供する。
【解決手段】 電磁バルブ14を閉じた状態としてピストン17とドローバー4との接触圧を小さくしてドローバー4が軸方向に移動し、この状態でスラストモータ8を駆動してドローバー4を軸方向に移動せしめ、砥石12(研削部3)を拡径させる。また、上記のドローバー4を軸方向の移動とともに電磁バルブ14を開とし、油圧ポンプ15からの油を油圧管13内に送り込み油圧管13内の圧力を高める。すると、ピストン17が径方向外側に移動し、ドローバー4を内側から支える。このドローバー4を内側から支えることで、砥石12(研削部3)の径方向内側への移動は阻止され、ロック状態となる。
(もっと読む)
1 - 10 / 40
[ Back to top ]