
国際特許分類[B24B51/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の研削加工における一連の各工程を自動的に制御するための装置 (32)
国際特許分類[B24B51/00]に分類される特許
1 - 10 / 32
四角柱状インゴットの四隅R面の円筒研削方法
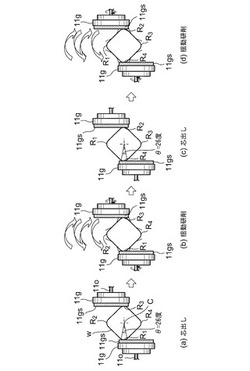
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法

【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ティーチングレス化、ワークのセット替えの自動化により、セット替え時間の短縮化を図ると共に、不良品の発生を完全に無くし、一発で良品を出す。
【解決手段】砥石4支持用の支持軸6のセンター位置CPを基準に、研削加工前の最初のワーク2の直径ID、砥石の直径WD、研削加工後の最初のワークの研削完了位置S4、研削加工前の2番目以降の各砥石の実際の研削開始位置S0から仮の研削開始位置S0′を演算する場合、砥石を、仮の研削開始位置から移動させて研削加工を実行し、研削完了位置S4近傍で、砥石を、S4分だけ最初のワークから離間させることで、実際の研削開始位置S0を確定させる。仮の研削開始位置は、実際の研削開始位置との間に余裕量Sαを考慮し、S0′=ID−WD−S4−Sαなる演算で設定される。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
研削装置及び研削方法
【課題】被加工物に対して、砥石を交換することなく、低コストで黒皮研削から仕上研削まで実行することができる研削装置及び研削方法を提供する。
【解決手段】被加工物を載置する支持板と、該支持板と略平行な面にて回転することが可能な砥石が配置された回転体とを備える。回転体の主軸回転数を下げた状態で黒皮研削を実行し、黒皮研削が完了したか否かを負荷電流値の変動に基づいて検出し、黒皮研削が完了した時点で回転体の主軸回転数を上げる。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
研削装置の運転方法
【課題】 自動研削プログラムの実行を中止した場合に、短時間で効率良くウエーハをカセット内に戻せる研削装置の運転方法を提供することである。
【解決手段】 研削装置の運転方法であって、自動研削プログラム実行中に制御手段が自動研削プログラムを中止する信号を受信すると、第1のカセットから新たにウエーハを搬送することを中止するとともに、第1のカセットから搬送されたウエーハに研削加工が実施されているか否かを判断する。研削加工が実施されていると判断した場合には、ウエーハを自動研削プログラムと同じ経路で移動して第2のカセットに収容し、研削加工が実施されていないと判断した場合には、ウエーハを自動研削プログラムと逆の経路で移動して第1のカセットに収容する。
(もっと読む)
自動面取り加工装置
【課題】複数の種類を有するワークの面取り加工の自動化を効率良くかつ有効に実現する。
【解決手段】加工データ作成装置(10)は、第1撮像装置(45)から出力されるワークWの画像データと照合して種類を判別するための照合用データを、設計データに基づいて加工データの一部として作成する照合用データ作成手段(12)と、設計データに基づいて面取り加工の際のワークに対する加工ツール(32)の相対移動データを、加工データの一部として作成する移動データ作成手段(13)と、を備える。制御装置(50)は、第1撮像装置(45)から出力されるワークWの画像データを、照合用データと照合して、加工ステージ(60)上に配置されたワークWの種類を判別するワーク判別手段(52)と、判別した種類に対応する相対移動データを加工データから抽出して、相対移動データとワークWの画像データから求まるワークWの位置とに基づいてワークWの面取り加工工程を決定する加工工程決定手段(53)と、を備える。
(もっと読む)
研磨予測評価装置、研磨予測評価方法、研磨予測評価プログラム、過研磨条件算出装置、過研磨条件算出方法及び過研磨条件算出プログラム
【課題】CMPにおける過研磨の発生を抑止するレイアウトを効率よく作成すること。
【解決手段】研磨予測評価装置20の分割部21は、集積回路のレイアウトを複数のメッシュに分割する。過研磨領域抽出部22は、メッシュの配線密度と周辺メッシュの配線密度に基づいて過研磨条件を参照し、EOEが発生するメッシュを抽出する。ダミー修正部23は、EOEが発生するメッシュや周辺メッシュのダミー配線を修正することで、EOEの発生を抑える。過研磨条件を算出する過研磨条件算出装置30は、試験パターンに対する研磨結果から、過研磨が発生する条件を求める。
(もっと読む)
1 - 10 / 32
[ Back to top ]