
国際特許分類[B26D1/36]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断刃部の種類または動作によって特徴づけられた被加工材の切断;そのための装置または機械;そのための切断刃部 (1,502) | 被加工材とともに移動しない切断刃部を具備するもの (1,434) | 軸のまわりを動く切断刃部を具備するもの (785) | 非円形切断刃部を有するもの (337) | 切断線に平行な軸のまわりを動くもの (185) | 切断中連続的に一方向に回転するもの,例.回転円筒上に取付られたもの (35)
国際特許分類[B26D1/36]に分類される特許
1 - 10 / 35
粘着性ゴムの切断方法および装置
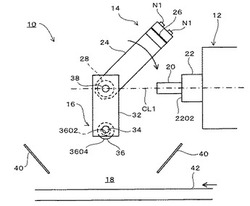
【課題】粘着性ゴムを連続して効率良く切断できる粘着性ゴムの切断方法を提供すること。
【解決手段】ダイス22の成形用孔から水平方向に向けて粘着性を有するゴム20を一定の断面形状で押し出す。成形用孔の周囲のダイス端面2202に対向した状態で成形用孔の軸心CL1と直交する鉛直面上を延在する剃刀刃26を、成形用孔の通過後は水平方向におけるダイス端面2202からの距離が大きくなるように、成形用孔の軸心CL1と直交する面上で水平方向に延在する回転軸28を中心として回転させ、成形用孔の周囲のダイス端面2202に剃刀刃26を近接させつつ成形用孔から押し出されたゴム20を切断する。
(もっと読む)
切断刃

【課題】 安全性と耐久性が向上する切断刃を提供する。
【解決手段】 切断刃は、帯板状を有する胴体11と、胴体11の一方端部に形成され鋸歯状に形成された複数の刃先12とを備える。刃先12の各々は、その外縁が胴体11の板厚方向に平行な平坦面13を有すると共に、板厚方向から見て円弧形状を有する先端部14と、先端部14に接続され、切断刃の内方に向かってその厚さが増加する移行部15とからなる。移行部15の一方面は平坦面13に接続する位置から平坦面13に対して直交する第1仮想平面に対して外方に傾斜し、他方面は平坦面13に対して直交する。先端部14の曲率半径は0.15mmに、平坦面13の厚さは0.10mmに、先端部14の先端位置16における移行部15の一方面の稜線28と第1仮想平面とがなす角度は15°に、それぞれ設定されている。
(もっと読む)
ローリングカッター用の刃体の製造装置及び製造方法
【課題】ローリングカッター用の刃体をよりコストダウンして製造することのできる製造装置及び製造方法を提供すること。
【解決手段】横断面形状が円形をなす鋼管Wをチャック装置3によって保持し、第1のモータ装置6によって鋼管Wをその周方向に回動させる。回動と同時に鋼管Wの前方から後方に向かって鋼管Wの軸方向に沿ってバーナーのノズル27を移動させる。ノズル27先端からは高熱の燃焼ガスを照射させて鋼管Wを切断していく。これによって鋼管Wに所定のカッティングラインを形成することができる。複数のカッティングラインを形成させることによって特殊形状のローリングカッター用の刃体を得ることができる。
(もっと読む)
コルゲートマシンにおけるトリム処理方法,コルゲートマシン及びエッジカット装置
【課題】コルゲートマシンにおいてオーダ替えの際に発生する不良シートの長さを大幅に抑制することができるようにする。
【解決手段】コルゲートマシンにおけるオーダ替え時に、段ボールシートのトリム幅を変更すると共に、エッジカット装置を用いて前記トリムを前後に切り離すエッジカットを行なうトリム処理方法であって、旧オーダのトリムをエッジカットする第1のエッジカット工程S21と、旧オーダトリムのエッジカット個所の後方で新オーダのトリムをエッジカットする第2のエッジカット工程S23と、を有するように構成する。
(もっと読む)
工業用刃物の取替えユニット
【課題】 ミシン胴での工業用刃物の取替えに際し、素人でも調整等がなく短時間で正確な取替えが可能な工業用刃物の取替えユニットを提供する。
【解決手段】 固定板4に工業用刃物3を固着させるためのマグネット部7を設ける。さらにミシン胴1に設けられた工業用刃物取付用の溝2に固着させるためのマグネット部7を設ける。さらに工業用刃物3をミシン胴1の溝2の側壁に押し付けるためのボルト5を設ける。前記のように構成された固定板4とミシン胴1の内方に設けた溝2との組み合わせからなる取替えユニットにより解決される。
(もっと読む)
ロータリダイカッタの刃物取付台、その固定方法及び装置
【課題】刃物取付台の着脱に取付けボルトを不要にして、刃物取付台の着脱時間を短縮可能にして、ロータリダイカッタの運転効率を向上する。
【解決手段】円筒状のナイフシリンダ10に2個の固定用リング16a、16bを遊嵌させ、駆動装置28でネジ軸18を回動させて移動台20a、20bを移動させ、該移動台に設けられたヨークプレート24で該固定用リングを刃物取付台14の両端部まで移動させる。そこで作動装置60により固定装置40を作動させ、固定用リングをナイフシリンダ外周面12に固定して刃物取付台14を固定する。固定用リングを固定した後は、ヨークプレート24を固定用リングから離しておくので、ヨークプレート24の摩耗をなくすことができる。
(もっと読む)
切断及び研削装置
切断組立体のナイフを研削して鋭利にするグラインダ組立体を有する切断装置が開示される。切断装置は、ジョー組立体により構成された口を有し、ジョー組立体は、切断されるべき材料を口に送り出すようになっており、切断装置は、切断ドラムを更に有し、切断ドラムは、少なくとも1つのナイフを有し、ナイフ又は各ナイフは、切れ刃を有し、切断ドラムは、該切断ドラムのための駆動手段を有し、切断ドラムは、少なくとも1つのナイフの切れ刃が切断されるべき材料に実質的に垂直に配置されるよう口に実質的に平行に位置する軸線回りに回転可能である。少なくとも1つのナイフの切れ刃から構成材料を除去するグラインダが開示され、グラインダは、切断ドラムの回転軸線に実質的に平行な第1の方向における運動及び第1の方向とは実質的に逆であり且つ切断ドラムの回転軸線に実質的に平行な第2の方向における運動により切れ刃と接触関係をなすよう構成され、グラインダは、実質的に一定の第1の速度の第1の方向における上記運動及び実質的に一定の第2の速度の第2の方向における上記運動を行うよう構成され、第1の速度は、第2の速度とは異なる。  (もっと読む)
(もっと読む)
吸収性物品帯状体の裁断装置
【課題】保持ロールの熱膨張に起因する裁断不良を抑制する。
【解決手段】カッタロール2及びアンビルロール3を具備し、カッタロール2とアンビルロール3との間に供給された吸収性物品帯状体がカッタロール2に設けられた刃2eにより裁断済み部分に裁断される。カッタロール2は周面に周面ポートを、一側面に側面ポートを備える。正負圧マニホルド6は一側面に正圧ポート及び負圧ポートを備える。正負圧マニホルド6の一側面がカッタロール2の一側面に対面するように正負圧マニホルド6を固定する。側面ポートが負圧ポートに連通すると周面ポートに負圧が印加されて裁断済み部分がカッタロール2に保持され、側面ポートが正圧ポートに連通すると周面ポートに正圧が印加されて保持されている裁断済み部分がカッタロール2から離脱される。カッタロール2の一側面と正負圧マニホルドの一側面との間にわずかばかりの間隙が設けられる。
(もっと読む)
工業用刃物の取替えユニット
【課題】 ミシン胴での工業用刃物の取替えに際し、調整等がなく短時間で取替えが可能な工業用刃物の取替えユニットを提供する。
【解決手段】 固定板4に工業用刃物3を固着させるためのマグネット部7を形成する。さらにミシン胴1に設けられた工業用刃物取付用の溝2に固着させるためのマグネット部7を形成する。そして工業用刃物3をミシン1から一定量突出させるための段差部6を設ける。
(もっと読む)
ストリップ切断システム
本発明は、貼り付け工程中に使用される複数のストリップを個別に切断することを目的とするストリップ切断システムに関し、球形の全体支持体(2)を有する少なくとも一つの個別切断要素を含み、全体支持体(2)には、球冠の形をした部品(4)が挿入され、部品(4)の外側湾曲は、全体支持体(2)の外面と一致する。上記部品(4)は、弓形の切断刃先を備えたブレード(3)を含み、凹面のローラ当て盤(9)に対していずれの角度でも切断するために、部品(4)は、ブレード(3)の向きを定めるために回転することができ、全体支持体(2)を回転させることにより切断がなされるように、切断刃先は外向きに少し突出する。  (もっと読む)
(もっと読む)
1 - 10 / 35
[ Back to top ]